
鹤壁玻璃钢缠绕管道经销商
种工艺玻璃钢管道的特点
定长:连续纤维 间歇法 多工位 低自动化
离心:短切纤维 间歇法 单工位 较高自动化
连续:连续纤维+短切纤维 连续法 高自动化信息化

鹤壁玻璃钢缠绕管道经销商
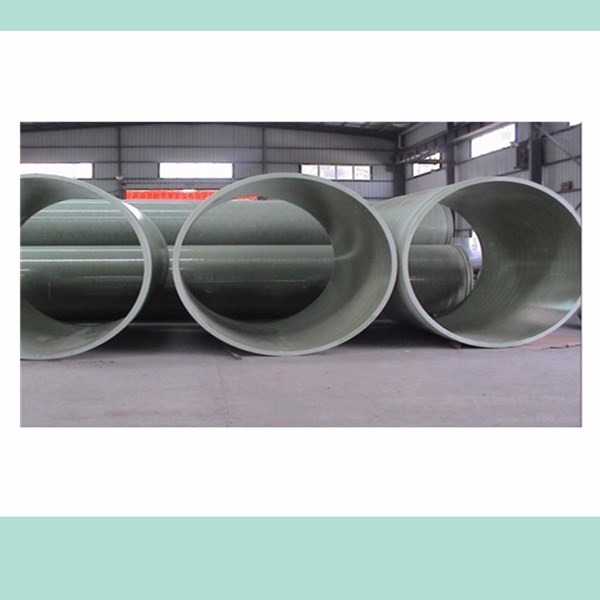
玻璃钢缠绕管道是一种重量轻,强度高,耐腐蚀的非金属管道。玻璃钢缠绕管道是一种具有树脂基重量的玻璃纤维,玻璃钢缠绕管道根据工艺要求在旋转的型芯模具上一层一层地缠绕,石英砂作为中间层均匀地分布在纤维之间的距离上。其管壁结构合理先进,可以充分发挥材料的作用。在满足使用强度的前提下,提高了钢度,保证了产品的稳定性和可靠性。玻璃钢砂管以其优异的耐化学性,重量轻,强度高,不结垢,抗氧化,与普通钢管相比使用寿命长,综合成本低,安装速度快,安全可靠等特点而被客户接受。玻璃钢缠绕管道的施工连接方式:玻璃钢管道的施工连接方式一般包括法兰连接,套管连接,承插连接,平口连接和螺纹连接。
8.不生锈:钢管、铸铁管表面极易生锈,对输送介质会产生污染,因而,常需对其表面进行特殊防锈、除锈处理;纤维缠绕玻璃钢管道由于是由非金属材料制成,表面不会生锈,无需处理,不会污染水质。9.防污抗蛀:玻璃钢管内壁洁净光滑,难以被海水或污水中各种微生物污染蛀。10.可设计性强:根据具体使用情况,可对管道的具体性能及形状进行设,以便满足工程需要,提高工程安装速度。
1月30日,国内首条自主研发连续缠绕玻璃钢管道生产线在中复连众顺利投产,该生产线达到国际先进水平,标志着玻璃钢管道生产开启新的里程碑。缠绕玻璃钢管道生产工艺具有生产过程不间断、生产效率明显提高、原材料消耗少、生产环境环保、劳动强度低等特点,是现有定长缠绕玻璃钢管道生产工艺的升级换代工艺。连续缠绕将生产工艺和生产设备相结合,树脂、固化剂、短切玻璃纤维等主要原材料采用精准计量自动添加,将生产过程中人为因素的影响降到了很低,缠绕工艺参数严格按照工艺单实现,质量非常稳定,并且由于生产的特性,可以在生产过程中随时在线切割检测管道性能,质量控制环节优于定长缠绕工艺。
FRP管缠绕工艺的特点:定长缠绕FRP管成型工艺是连续生产的。该生产线是全自动生产设备,生产效率高,产品质量稳定。应用的承重材料是连续纤维和短切纤维,该连续纤维具有很高的拉伸强度,短切纤维连接在一起,管壁具有很强的集成性,并且管子具有承受内外压力的能力。1.设备复杂,价格高,要求高,灵活性差2.自动化程度高,对整个过程进行监控3.操作人员少,人为因素低4.行业门槛高,制造商数量相对较低,标准是5.生产效率高。良好的生产环境6.产品质量高,更加均匀,稳定,可靠7.检查和维护方便8。玻璃钢砂管套连接,液压性能好
法兰连接:法兰连接具有以下两种形式:答:模制的玻璃纤维增??强塑料法兰安装在管道的两端,法兰和管道之间用粘合剂粘合(某些管道在出厂时具有法兰)。B.对于金属或FRP分体式套筒法兰,已将管道的两端特意制成法兰形式。套管粘接:在玻璃钢缠绕管道的末端和套管上涂上粘合剂以使其彼此粘合,然后使用玻璃布胶带将粘合剂穿透,在界面上增加几层,然后自然干燥。插座键合

整个缠绕过程由微机控制,具有线型美观、精准度高、操作方便等特点。
管道工作温度为-40℃-80℃,经特殊配比的管道可耐110℃高温,冰冻介质下管道不裂。如用于大、中流量的管道,大口径石英夹砂管道的工程造价比同直径的钢管低30%,与水泥管相当,且运输便利,施工费用低,无须维护。使用寿命长达50年以上。

3.重量轻,安装、运输方便:玻璃钢管道和钢管或铸铁管,在承受同样内压的情况下,同口径、同长度的玻璃钢管道,其重量约为钢管的30%左右。正因如此,玻璃钢管道在运输时可套装运输,节省油耗及其它费用;安装时,对中小口径的玻璃钢管道一般不需要用重型机械,有的甚至可通过人工搬运,提高了安装速度。4.比强度高、力学性能合理:缠绕玻璃钢管道轴向拉伸强度为160~320MPa,接近于钢管,比强度更高,在结构设计时,管材自重可大幅度减轻,安装十分容易。5.导热系数低、热应力小
玻璃钢的特点有哪些方面?耐腐蚀,FRP是良好的耐腐材料,对大气、水和一般浓度的酸、碱、盐以及多种油类和溶剂都有较好的抵抗能力。已应用到化工防腐的各个方面,正在取代碳钢、不锈钢、木材、有色金属等。JIAXU嘉旭企业有齐全的生产检测设备,强大的机械化生产阵容,同时企业始终贯彻以科学技术为先导,加强科技投入,长期与多所高等院校,科研单位合作,充分发挥广大科技人才的智慧,不断吸取,消化国外先进技术,优化产品结构。
鹤壁玻璃钢缠绕管道经销商
2)制衬工序:a、内衬树脂配制。按质检部门根据当时的工作环境、温度条件作出的树脂配方体系进行内衬树脂配兑,配料量要根据制造进度合理掌握。当现场情况发生变化时,质检部门和制造部门应及时调整配方,并按新配方配制需用的树脂;b、增强材料准备。按设计要求将制作内衬需用的增强材料运送到指定位置,并对一些宽幅面的增强材料先裁切加工到设计宽度;

