
昆明玻璃钢梯子间工厂

玻璃钢梯子间经过强度、钢度、抗疲劳、耐腐、耐磨、耐冲击等各项机械性能和物理性能检测及现场测试,证明玻璃钢梯子间具有质量轻,耐腐蚀、耐磨损、强度高、使用寿命长年以上)、平直度好、阻燃、抗静电等系列优点。目前国内外新建矿井已全面推广使用,由于该产品的特点优越,并具有为矿井服务的超长使用年限,因此是现代矿井建设中使用的产品。
技术性能(主要性能和参数)阻燃性能:酒精喷灯燃烧试验,6根试件的有焰继燃总时间≤30S。6根试件的有无焰续燃总时间≤120S。单位,有焰续燃≤15S。单位,无焰续燃≤60S。抗静电性能:上、下表面电阻平均值≤3×108Ω。耐冲击性能:锤重5kg,高2m自由落下,制品无破损。拉伸强度:≥200MPa。弯曲强度:≥70MPa。外型及安装尺寸、重量。煤矿梯子间用外覆材料属加工定做产品,其外形及加工尺寸根据立井井筒具体设计制做,安装根据设计图纸进行。

昆明玻璃钢梯子间工厂
玻璃钢的制作基本上分两大类,即湿法接触型和干法加压成型。如按工艺特点来分,有手糊成型、层压成型、RTM法、挤拉法、模压成型、缠绕成型等。手糊成型又包括手糊法、袋压法、喷射法、湿糊低压法和无模手糊法。
我国有90%以上的FRP产品是手糊法生产的,其他有模压法、缠绕法、层压法等。日本的手糊法仍占50%。从世界各国来看,手糊法仍占相当比重,说明它仍有生命力。手糊法的特点是用湿态树脂成型,设备简单,费用少,一次能糊10m以上的整体产品。
热镀锌:要控制好锌液温度、浸镀时间及工件从锌液中引出速度。引出速度一般为1.5米/min。温度过低,锌液流动性差,镀层厚且不均匀,易产生流挂,外观质量差;温度高,锌液流动性好,锌液易脱离工件,减少流挂及皱皮现象发生,附着力强,镀层薄,外观好,生产效率高;但温度过高,工件及锌锅铁损严重,产生大量锌渣,影响浸锌层质量并且容易造成色差使表面颜色难看,锌耗高。锌层厚度取决于锌液温度,浸锌时间,钢材材质和锌液成份。一般厂家为了防止工件高温变形及减少由于铁损造成锌渣,都采用450~470℃,0.5~1.5min。建议在锌液中添加有除铁功能和降低共晶温度的合金并且把镀锌温度降低至435-445℃。

昆明玻璃钢梯子间工厂
模压型玻璃钢复合梯子间
立井玻璃钢复合材料梯子间装备产品,是采用钢芯加强的玻璃钢复合材料制品,它具有重量轻、抗老化、耐腐蚀、强度高安装方便等特点。相对钢材焊接的同类产品,有超越其服务年限3∽4倍的优点。可直接减少矿井建设投资,减少服务期间的维修费用,具有非常明显的经济效益和社会效益。是目前我国矿井建设广泛推广应用的新型产品。
结构特征:立井梯子间玻璃钢复合材料是由大梁、小梁、平台、牛腿、正面栅栏、侧面栅栏、梯子、压钩、小梁、支座、紧固件等制品件组成,均有煤炭专业设计院设计,结构合理,综合密切,连接牢固,安全可靠,安装方便,同时具备阻燃、抗静电和表面耐磨等有点,是理想的立井安全设施。主要构件分解说明:大梁:是钢芯复合制品,整个设备受力大的部位,是固定平台连接栅栏板的主要支架,是井筒与梯子间装备连接的主要支撑中点,也是小梁的依附点,该部件是采用工字钢或组合型钢,经过酸洗、钝化处理,用玻璃钢防腐层复合而成.小梁:该部件是大梁与井壁的连接架,是固定平台的支撑架,是采用槽钢,通过酸洗、钝化处理,用玻璃钢复合的制品。

托钩:该部件是钢芯经过酸洗、除锈的复合玻璃钢制品,是用于栅栏下端与大梁(或小梁)相连接的钩子。拉钩:该部件是钢芯酸洗除锈,复合玻璃钢制品,是用于栅栏网板上端与大梁(或小梁)相连接的钩子。紧固件:该部件是规格不一的螺栓及非标异型件,主要作用是正面栅栏与侧面栅栏的连接,梯子与平台、小梁的连接,栅栏、钩子、小梁、平台的连接,小梁与牛腿、井壁的连接,钩子与大梁、栅栏的连接,酸洗、钝化、镀锌、防腐处理的金属件。
平台:使用方材50*20或矩形管材150*50-10管材φ26-φ16棒材φ16,按图纸设计组合成型。栅栏:使用方材40*20、管材φ26-φ16、棒材φ16,按图纸设计组接成型。梯子:梯子架型材:方材100*30、方材95*25-φ16、管材φ26-φ16、棒材1φ6,按图纸组接成型。F托钩、拉钩:该部件是钢芯经过除锈复合玻璃钢制品,是用于栅栏上、下端与大量(小梁)相连接的构件。紧固件:该部位是规格不一螺栓及非标异形件,主要作用是正面栅栏与侧面栅栏连接,梯子与平台、小梁的连接,栅栏、钩子、小梁、平台的连接,小梁与牛腿、井壁的连接,钩子与大梁、栅栏的连接,是经热侵锌防腐处理的金属构件。
昆明玻璃钢梯子间工厂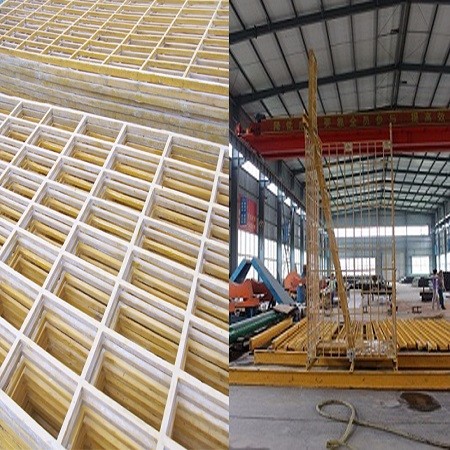
以剥壳、锈化为主的酸洗工艺--其工艺流程为。线材-→剥壳去锈-→酸洗-→水洗-→高压水冲洗-→锈化-→沾薄石灰水-→干燥。此种拉丝粉尘较少,是目前采用较多的一种。它适用于普碳钢丝、结构钢丝、制绳钢丝、钢芯铝绞线钢丝、一般弹簧钢丝等的毛坯和半成品的拉拔。有的单位还省去锈化工序,冲洗后直接沾灰。以剥壳、磷化为主的酸洗工艺.工艺流程。线材-→剥壳去锈-→酸洗-→水洗-→高压水冲洗-→磷化-→冲洗-→皂化-→干

