
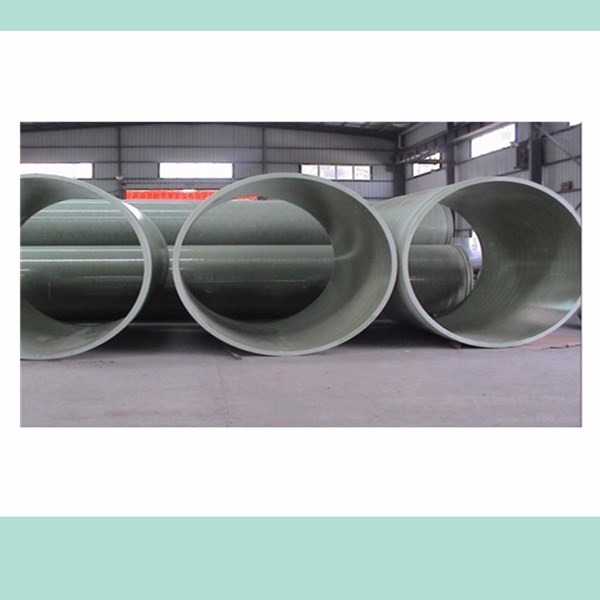
武汉专业玻璃钢缠绕管道
种工艺玻璃钢管道的特点
定长:连续纤维 间歇法 多工位 低自动化
离心:短切纤维 间歇法 单工位 较高自动化
连续:连续纤维+短切纤维 连续法 高自动化信息化

武汉专业玻璃钢缠绕管道
二、玻璃钢管道制作工艺流程:→玻璃钢模具准备→设备调试、原材料准备→玻璃钢管道内衬制作→远红外固化站内衬固化→玻璃钢管道内衬质量检验→玻璃钢管道增强层缠绕→远红外管道整体固化→玻璃钢管道外观及主要尺寸检验→玻璃钢管道脱模→1.5倍工作压力水压试验及其它标准要求的检测项目→玻璃钢管道包装入库。。。。。
连续缠绕过程:1.轴支撑梁和箍状缠绕的闭环钢带形成内径可调的“模具”(连续缠绕的管是外径串联管)。2.主轴旋转,钢带在凸轮盘和铝梁推力器的作用下连续轴向传递。3.根据轴向设计位置并在程序计算控制器(PLC)和微型计算机(PLC)的控制下,沿“模具”排列连续纤维,短切纤维,石英砂,树脂和添加剂及其他材料。PC),精准的计量和切割。4.微电脑控制远红外加热和固化,并自动调节加热功率。5.根据设置的长度切割和修改管道端面。
1月30日,国内首条自主研发连续缠绕玻璃钢管道生产线在中复连众顺利投产,该生产线达到国际先进水平,标志着玻璃钢管道生产开启新的里程碑。缠绕玻璃钢管道生产工艺具有生产过程不间断、生产效率明显提高、原材料消耗少、生产环境环保、劳动强度低等特点,是现有定长缠绕玻璃钢管道生产工艺的升级换代工艺。连续缠绕将生产工艺和生产设备相结合,树脂、固化剂、短切玻璃纤维等主要原材料采用精准计量自动添加,将生产过程中人为因素的影响降到了很低,缠绕工艺参数严格按照工艺单实现,质量非常稳定,并且由于生产的特性,可以在生产过程中随时在线切割检测管道性能,质量控制环节优于定长缠绕工艺。
2)制衬工序:a、内衬树脂配制。按质检部门根据当时的工作环境、温度条件作出的树脂配方体系进行内衬树脂配兑,配料量要根据制造进度合理掌握。当现场情况发生变化时,质检部门和制造部门应及时调整配方,并按新配方配制需用的树脂;b、增强材料准备。按设计要求将制作内衬需用的增强材料运送到指定位置,并对一些宽幅面的增强材料先裁切加工到设计宽度;
全自动化的机械装置:从供料-缠绕-固化-切割-检测实现了真正意义上的自动化控制。整条生产线只需3-4人即可实施全程控制。管壁“3D打印”成型。----3D打印的本质:增量制造、逐层叠加。原材料在计算机控制下沿轴向精准布料,经过每圈钢带即成型一层,管壁经几十个薄层堆积而成。这与3D打印的原理一样,而且单个薄层的厚度越薄,其一体性越强,性能越优异。

整个缠绕过程由微机控制,具有线型美观、精准度高、操作方便等特点。
管道工作温度为-40℃-80℃,经特殊配比的管道可耐110℃高温,冰冻介质下管道不裂。如用于大、中流量的管道,大口径石英夹砂管道的工程造价比同直径的钢管低30%,与水泥管相当,且运输便利,施工费用低,无须维护。使用寿命长达50年以上。

插座键合:在插座的内表面和插座的外表面上涂胶。刺穿并粘贴后,添加几层玻璃布胶带以渗透粘合剂。自然干燥后。平口粘接:在玻璃钢缠绕管道的末端涂上胶水以粘在嘴上,然后在胶合缝上添加几层穿透胶水的玻璃布,以缠绕数层。自然干燥后。螺纹连接:直径为65mm或更小的GRP管也可以通过螺纹连接。连接时,在螺纹上涂胶并拧紧。
标准立项的目的和意义:▶连续缠绕工艺是夹砂管道的一种非常重要工艺方法,技术发展非常迅速。随着国内连续缠绕工艺用原材料体系、生产设备、控制技术的发展和日渐完善,连续缠绕工艺已经具备高度自动化,产品性能稳定可靠,整个工艺技术已经形成了一套很完整的体系。连续缠绕工艺正在成为夹砂管道制造技术的重要发展方向。
武汉专业玻璃钢缠绕管道
三种工艺玻璃钢管道的特点:定长:连续纤维间歇法多工位低自动化,离心:短切纤维间歇法单工位较高自动化,连续:连续纤维+短切纤维连续法高自动化信息化。。定长缠绕工艺:▶是出现的玻璃钢管道成型工艺,为间歇式生产,其生产线属于半自动化生产设备,单根管道可以达到12m,产品质量的稳定性主要取决于操作工的熟练程度,而且生产效率低。结构承力层为连续纤维,无短切纤维,可以承受较高内压,层间强度低,外压易分层。

