
湛江玻璃钢梯子间厂商
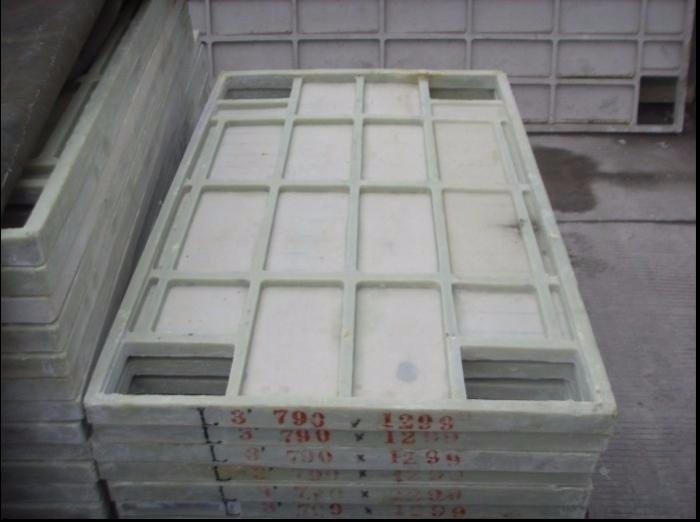
拉挤玻璃钢梯子间:拉挤玻璃钢梯子间中各拉挤玻璃钢型材是由玻璃纤维粗纱、玻璃纤维连续毡等在拉挤设备产生的牵引力下,浸胶后经模具系统定型加热成型,从而得到表面光洁、强度极高的玻璃钢型材。拉挤玻璃钢梯子间系列构件,改进了部分梯子间构件原来钢与玻璃钢复合手糊、模压的生产工艺,拉挤产品受到用户及设计、施工单位的青睐。
玻璃钢梯子间主要性能介绍:玻璃钢梯子间用钢和玻璃钢复合材料加工制作,玻璃钢外覆材料、钢材等按矿井使用设计要求制造而成的,安装于立井井筒内,供井筒检修或人员紧急上井所用的工程系列产品,具有阻燃、抗静电、耐腐蚀等特点,是现代化矿井使用产品。
喷砂工艺简介:玻璃钢梯子间大件产品芯材需要喷砂除锈。喷砂是采用压缩空气为动力,以形成高速喷射束将喷料(铜矿砂、石英砂、金刚砂、砂、海砂)高速喷射到被需处理工件表面,使工件表面的外表面的外表或形状发生变化,由于磨料对工件表面的冲击和切削作用,使工件的表面获的一定的清洁度和不同的粗糙度,使工件表面的机械性能得到改善,因此提高了工件的抗疲劳性,增加了它和涂层之间的附着力,延长了涂膜的耐久性,也有利于涂料的流平和装饰。

玻璃钢的特点有哪些
1、玻璃钢的重量很轻,相对密度在1.5-2.0之间,只有碳钢的1/4-1/5,但它的拉伸强度却与碳钢接近,甚至超过碳钢。
2、玻璃钢具有很轻的耐腐蚀性,对大气、水和一般浓度的酸、碱、盐以及多种油类和溶剂都有较好的抵抗能力。
3、玻璃钢还具有很好的绝缘性和可设计性等优良特性。

适用予成品前钢丝的酸洗工艺:成品前钢丝,它一般指一道热处理的钢丝.以石灰糊涂层为主的酸洗工艺其工艺流程为。热处理钢丝-→酸洗-→水洗、高压水冲洗-→浸涂油脂石灰糊-→干燥.这种酸洗工艺仍广泛用于普碳钢丝和一般中碳钢丝成品的拉拔。其酸洗方式的方法可以根据自己的需要进行选择。。。。。。。。。。。。。。。
热浸锌的特点:整个钢材表面均受到保护,无论在凹陷处管件内部,或任何其它涂层很难进入的角落,溶化锌均很容易均匀的覆盖上。镀锌层的硬度值比钢材还大。上层的纯锌层(Etalayer)只有70DPN硬度,故易受碰撞而凹入,但下层锌钢合金层(Zetalayer)及亚铅层(deltalayer)分别有179及211DPN硬度值比钢材层(Basesteel)的159DPN硬度值还高,故其抗冲击及抗磨耗性均相当良好。3.在边角区,锌层往往比其它地方还厚,且有良好的韧性及抗磨耗性。而其它涂层在此边角处,往往薄不易施工,易受伤害处,故常须再维护。
玻璃钢的特点有哪些方面?
轻质高强
相对密度在1.5~2.0之间,只有碳钢的1/4~1/5,可是拉伸强度却接近,甚至超过碳素钢,而比强度可以与合金钢相比。因此,在航空、火箭、宇宙飞行器、高压容器以及在其他需要减轻自重的制品应用中,都具有成效。某些环氧FRP的拉伸、弯曲和压缩强度均能达到400Mpa以上。
耐腐蚀
FRP是良好的耐腐材料,对大气、水和一般浓度的酸、碱、盐以及多种油类和溶剂都有较好的抵抗能力。已应用到化工防腐的各个方面,正在取代碳钢、不锈钢、木材、有色金属等。
JIAXU嘉旭企业有齐全的生产检测设备,强大的机械化生产阵容,同时企业始终贯彻以科学技术为先导,加强科技投入,长期与多所高等院校,科研单位合作,充分发挥广大科技人才的智慧,不断吸取,消化国外先进技术,优化产品结构。
湛江玻璃钢梯子间厂商
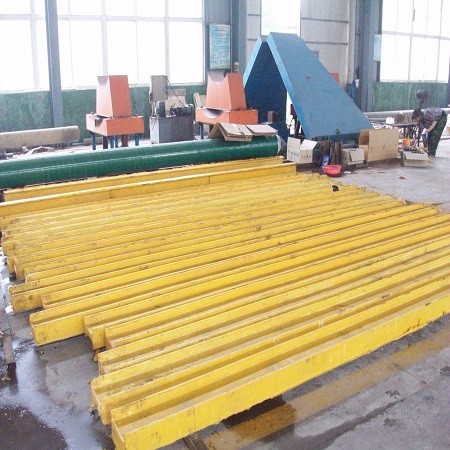
梯子间玻璃钢复合材料的生产工艺:加工制作由设计部门提供加工图纸,第二步根据图纸尺寸规格、数量要求加工钢骨件,第三步将钢件进行化学除锈处理,第四步树脂胶液按规定配比,然后将玻璃纤维纱(布)浸胶,一层层放入涂刷过脱模剂的模具内,当放到模具的1/2处时将经过除锈处理的钢件放入模具,再放玻璃纤维纱(布),然后进行加压处理,室温固化1-2h后减压脱模、边角修整,检验合格成合格品。
涂层硬度高,耐磨性好,使用寿命长:该涂层坚韧耐磨,具有优异的抗冲击性和抗弯曲性,并与钢管具有附着力,可以有效防止施工和有效使用期间的机械损伤寿命35〜40年。高压轴承:由于以钢管为基准,因此涂塑钢管的机械强度高,对冲击,弯曲等外部冲击具有很强的承载能力,性能优于塑料管。其承压性能也很强。温度范围广:该涂料具有较高的玻璃化转变温度,使用温度范围广,可以保持–30〜100℃之间的性能;方便可靠的连接:本产品完全克服了纯塑料矿井管的连接难题。缺点,法兰,快速接头等可根据需要与原有的地下管线连接,互换性强。施工方便:FBE涂层复合梯子易于施工,不需要底漆,固化迅速,可以流线型,并且具有很高的涂覆效率。

湛江玻璃钢梯子间厂商

以剥壳、锈化为主的酸洗工艺--其工艺流程为。线材-→剥壳去锈-→酸洗-→水洗-→高压水冲洗-→锈化-→沾薄石灰水-→干燥。此种拉丝粉尘较少,是目前采用较多的一种。它适用于普碳钢丝、结构钢丝、制绳钢丝、钢芯铝绞线钢丝、一般弹簧钢丝等的毛坯和半成品的拉拔。有的单位还省去锈化工序,冲洗后直接沾灰。以剥壳、磷化为主的酸洗工艺.工艺流程。线材-→剥壳去锈-→酸洗-→水洗-→高压水冲洗-→磷化-→冲洗-→皂化-→干

