
宿迁玻璃钢梯子间厂

玻璃钢梯子间简介及技术性能接受概述
产品特点
立井玻璃钢复合材料梯子间,是采用钢芯加强的玻璃钢复合材料制品,它具有重量轻、耐老化、耐腐蚀、强度高、安装方便等特点,故而能减轻施工强度,延长服务年限,节约矿进建设投资,减少服务期间的维修费用。本产品适用于各种立井井筒布置的不同大致可分为4m、5m、6m三种(层间距)规格。
我公司生产的梯子间玻璃钢复合材料产品及封闭式梯子间玻璃钢复合材料,采用国内先进的玻璃钢复合材料工艺配方,用整体钢模对压成型,模具设计先进,产品规格标准,分子聚合密度高,有可靠的质量保证。
适用予成品前钢丝的酸洗工艺:成品前钢丝,它一般指一道热处理的钢丝.以石灰糊涂层为主的酸洗工艺其工艺流程为。热处理钢丝-→酸洗-→水洗、高压水冲洗-→浸涂油脂石灰糊-→干燥.这种酸洗工艺仍广泛用于普碳钢丝和一般中碳钢丝成品的拉拔。其酸洗方式的方法可以根据自己的需要进行选择。。。。。。。。。。。。。。。

宿迁玻璃钢梯子间厂
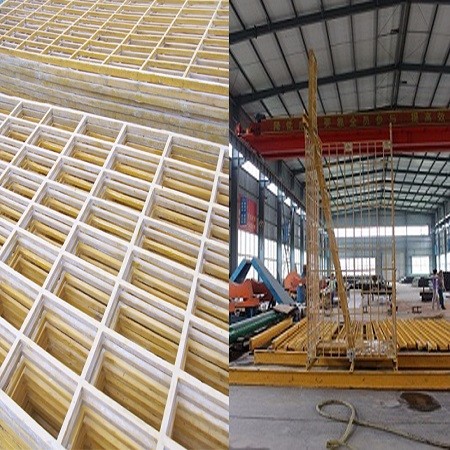
立井梯子间玻璃钢复合材料是由大梁、小梁、平台、牛腿、正面栅栏、侧面栅栏、梯子、压钩、小梁、支座、紧固件等制品件组成,均有煤炭专业设计院设计,结构合理,综合密切,连接牢固,安全可靠,安装方便,同时具备阻燃、抗静电和表面耐磨等有点,是理想的立井安全设施。
热浸锌的特点:整个钢材表面均受到保护,无论在凹陷处管件内部,或任何其它涂层很难进入的角落,溶化锌均很容易均匀的覆盖上。镀锌层的硬度值比钢材还大。上层的纯锌层(Etalayer)只有70DPN硬度,故易受碰撞而凹入,但下层锌钢合金层(Zetalayer)及亚铅层(deltalayer)分别有179及211DPN硬度值比钢材层(Basesteel)的159DPN硬度值还高,故其抗冲击及抗磨耗性均相当良好。3.在边角区,锌层往往比其它地方还厚,且有良好的韧性及抗磨耗性。而其它涂层在此边角处,往往薄不易施工,易受伤害处,故常须再维护。
宿迁玻璃钢梯子间厂
玻璃钢梯子间小件产品芯材需要酸洗除锈。酸洗工艺的酸洗液一般为多种酸的混合物,主要有硫酸、硝酸和氢氟酸等,这些混合酸的腐蚀性很强,同时具有很强的氧化性、较高的腐蚀介质的温度,这对防腐材料的耐蚀性能提出了很高的要求。不锈钢酸洗生产线工艺从生产到废水废气回收系统,各个环节都存在很强的腐蚀状态,因此防腐材料选择的好坏直接关系到设备、车间地坪、地沟、废水废气的环保回收系统等处的正常使用。
井壁吊挂式玻璃钢梯子间:井壁吊挂式玻璃钢梯子间作为矿山立井中的安全通道,由平台、拉梯、拉杆组成。拉梯、拉杆上部锚固在井壁上,其下部与平台中部的骨架相连。平台呈水平布置,靠井壁一侧锚固在井壁上。该梯子间顺井筒径向布置,利用梯子作一侧拉杆,吊挂梯子间和保护网,并锚固在井壁上,利用平台框架固定管路和电缆,从而取消了梯子大梁和托架,使整体结构简单,节省材料,减轻重量,缩短工期。
酸洗方式:适用于线材、半成品拉制的酸洗方法。现以线材为例,叙述几种常用酸洗工艺。至于经过热处理的半成品,一般不另行剥壳去锈即直接进入酸洗。其它操作顺序则与线材相同。以剥壳、上石灰糊为主的酸洗工艺其工艺流程为。线材-→剥壳去锈-→酸洗-→水洗-→高压水冲洗-→上油脂石灰糊-→干燥。这种工艺过去应用很广,适用于普碳钢丝、结构钢丝、钢芯铝绞线钢丝、一般弹簧钢丝的毛坯和半成品的拉拔。缺点是粉尘多,已有被其它酸洗工艺取代的趋势。
整理:镀后对工件整理主要是去除表面余锌及锌瘤,用采用热镀锌专用震动器来完成。钝化:目的是提高工件表面抗大气腐蚀性能,减少或延长白锈出现时间,保持镀层具有良好的外观。都用铬酸盐钝化,如Na2Cr2O780~100g/L,硫酸3~4ml/L,但这种钝化液严重影响环境,采用无铬钝化。冷却:一般用水冷,但温度不可过低也不可过高,不低于30℃不高于70℃,检验:镀层外观光亮细致无流挂皱皮现象。厚度检验可用涂层测厚仪,方法较简便。也可通过锌附着量进行换算得到镀层厚度。结合强度可采用弯曲压力机,将样件作90~180°弯曲,应无裂纹及镀层脱落。也可重锤敲击检验,并且分批的做盐雾试验和硫酸铜浸蚀试验。
宿迁玻璃钢梯子间厂
铸锻件毛面、热处理后工件的清理与抛光:喷砂能清理铸锻件、热处理后工件表面的一切污物(如氧化皮、油污等残留物),并将工件表面抛光提高工件的光洁度,起到美化工件的作用。喷砂清理能使工件露出均匀一致的金属本色,使工件外表更美观,达到美化装饰的作用。机加工件毛刺清理与表面美化。喷砂能清理工件表面的微小毛刺,并使工件表面更加平整,消除了毛刺的危害,提高了工件的档次。并且喷砂能在工件表面交界处打出很小的圆角,使工件显得更加美观、更加精密。

