
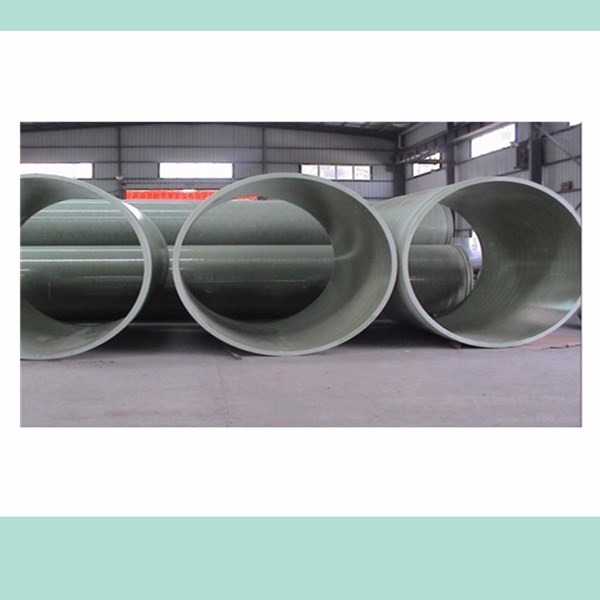
佛山现货玻璃钢缠绕管道
种工艺玻璃钢管道的特点
定长:连续纤维 间歇法 多工位 低自动化
离心:短切纤维 间歇法 单工位 较高自动化
连续:连续纤维+短切纤维 连续法 高自动化信息化

佛山现货玻璃钢缠绕管道
玻璃钢缠绕管道是一种重量轻,强度高,耐腐蚀的非金属管道。玻璃钢缠绕管道是一种具有树脂基重量的玻璃纤维,玻璃钢缠绕管道根据工艺要求在旋转的型芯模具上一层一层地缠绕,石英砂作为中间层均匀地分布在纤维之间的距离上。其管壁结构合理先进,可以充分发挥材料的作用。在满足使用强度的前提下,提高了钢度,保证了产品的稳定性和可靠性。玻璃钢砂管以其优异的耐化学性,重量轻,强度高,不结垢,抗氧化,与普通钢管相比使用寿命长,综合成本低,安装速度快,安全可靠等特点而被客户接受。玻璃钢缠绕管道的施工连接方式:玻璃钢管道的施工连接方式一般包括法兰连接,套管连接,承插连接,平口连接和螺纹连接。
三种工艺玻璃钢管道的特点:定长:连续纤维间歇法多工位低自动化,离心:短切纤维间歇法单工位较高自动化,连续:连续纤维+短切纤维连续法高自动化信息化。。定长缠绕工艺:▶是出现的玻璃钢管道成型工艺,为间歇式生产,其生产线属于半自动化生产设备,单根管道可以达到12m,产品质量的稳定性主要取决于操作工的熟练程度,而且生产效率低。结构承力层为连续纤维,无短切纤维,可以承受较高内压,层间强度低,外压易分层。
1月30日,国内首条自主研发连续缠绕玻璃钢管道生产线在中复连众顺利投产,该生产线达到国际先进水平,标志着玻璃钢管道生产开启新的里程碑。缠绕玻璃钢管道生产工艺具有生产过程不间断、生产效率明显提高、原材料消耗少、生产环境环保、劳动强度低等特点,是现有定长缠绕玻璃钢管道生产工艺的升级换代工艺。连续缠绕将生产工艺和生产设备相结合,树脂、固化剂、短切玻璃纤维等主要原材料采用精准计量自动添加,将生产过程中人为因素的影响降到了很低,缠绕工艺参数严格按照工艺单实现,质量非常稳定,并且由于生产的特性,可以在生产过程中随时在线切割检测管道性能,质量控制环节优于定长缠绕工艺。
行业标准的作用:编制本行业标准,既是对目前标准体系的必要补充和完善,还可以有效提高玻璃钢夹砂管道相关标准的技术水平,加快标准更新速度,更是要规范连续缠绕玻璃钢夹砂管道的制造和应用,保证产品质量水平,规范玻璃钢管道行业的发展,促进企业的技术进步与产品的升级换代,充分发挥标准的引领作用。通过标准的规范统一和技术指标门槛的相对提高,限制低质量产品的生产和应用。为项目建设单位、工程施工单位、管道生产单位提供统一的评价标准,使工程建设项目在设计、制造、验收等环节实现有规可依。
二、玻璃钢管道制作工艺流程:→玻璃钢模具准备→设备调试、原材料准备→玻璃钢管道内衬制作→远红外固化站内衬固化→玻璃钢管道内衬质量检验→玻璃钢管道增强层缠绕→远红外管道整体固化→玻璃钢管道外观及主要尺寸检验→玻璃钢管道脱模→1.5倍工作压力水压试验及其它标准要求的检测项目→玻璃钢管道包装入库。。。。。
整个缠绕过程由微机控制,具有线型美观、精准度高、操作方便等特点。
管道工作温度为-40℃-80℃,经特殊配比的管道可耐110℃高温,冰冻介质下管道不裂。如用于大、中流量的管道,大口径石英夹砂管道的工程造价比同直径的钢管低30%,与水泥管相当,且运输便利,施工费用低,无须维护。使用寿命长达50年以上。

续缠绕玻璃钢夹砂管道定义及其核心技术特征:▶连续缠绕玻璃钢管道是指以玻璃纤维及其制品为增强材料,以不饱和聚酯树脂等为基体材料,以石英砂等无机非金属材料为填料,采用连续缠绕工艺方法制成,套筒式接头连接的管道。简称CWFP管。▶其核心是连续缠绕工艺和套筒式接头。▶连续缠绕工艺按照GB/T21238的定义:▶连续缠绕工艺是指在连续输出的模具上,把树脂、连续纤维、短切纤维和石英砂按一定要求采用环向缠绕方法连续铺层,并经固化后切割成一定长度管材的一种生产方法。▶核心要素是连续输出的模具、连续纤维、短切纤维和环向缠绕▶核心特征是管壁均匀分散的大量短切纤维(不低于管道质量的9%)
▶生产过程环保性能好:作业环境好、排放少且可控。▶外径系列:由于连续缠绕管道采用外径系列标准而实现方式是采用钢带成型的轮毂内径模具,因此要求管道的壁厚需严格双向控制,壁厚既不能大也不能小,不似其他两种工艺的壁厚要求是单向控制,即壁厚不小于某值即可,这样的壁厚要求也必然对管道的材料投放提出了比其他两种工艺更严苛的要求
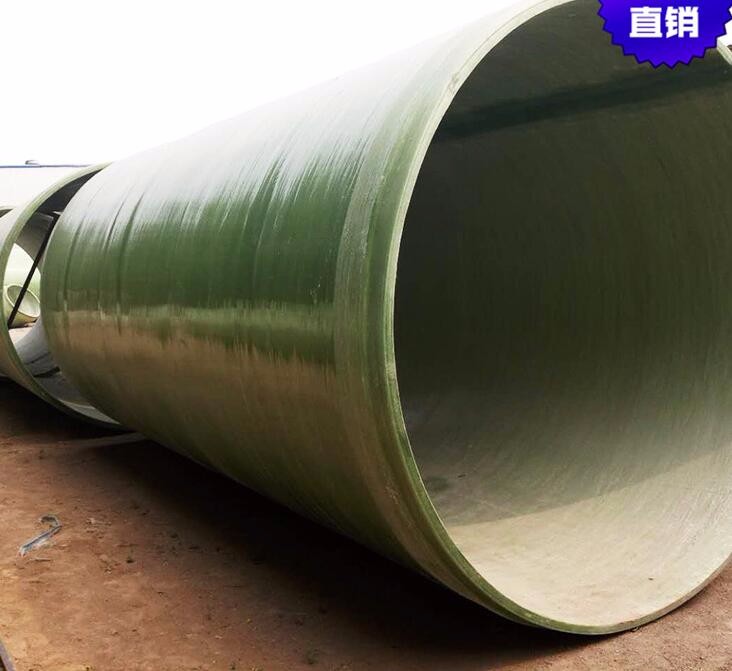
佛山现货玻璃钢缠绕管道
c、内衬层制作。按设计要求的铺层步骤进行内衬层制作,各单层铺设过程中应施加合理的张力,相互之间适量搭接,并用组合压辊反复滚压赶出气泡以保证纤维完全浸透。并要求各增强材料层达到设计的树脂含量要求;d、初步自检。按设计要求铺覆完各层后,要求操作工人进行初步的质量检测:内衬是否达到设计厚度,局部是否有贫胶、挂胶现象,是否有白斑、气泡,是否有等,若发生上述情况应及时汇报并采取处理措施;e、进入内衬远红外深度固化工序。

