
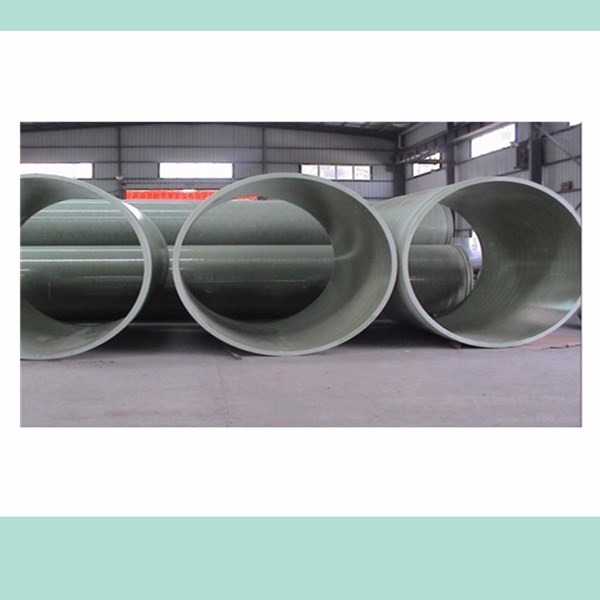
泰州玻璃钢缠绕管道厂家
种工艺玻璃钢管道的特点
定长:连续纤维 间歇法 多工位 低自动化
离心:短切纤维 间歇法 单工位 较高自动化
连续:连续纤维+短切纤维 连续法 高自动化信息化
泰州玻璃钢缠绕管道厂家
(5)缠绕工序:将设计好的参数输入微机,待内衬固化后,由微机控制用无碱无捻玻璃纤维进行往复式缠绕直至缠绕层厚度。按规定厚度外敷100%树脂含量的外保护层。缠绕层的树脂含量一般为35%左右,其厚度取决于管道设计的强度和刚度的综合。(6)红外线固化:管道进入固化养护阶段。在固化过程中应以适宜的转速保持模具滚动,使其均匀固化。固化过程中应注意监控管体温度,合理调整固化方案。
连续缠绕过程:1.轴支撑梁和箍状缠绕的闭环钢带形成内径可调的“模具”(连续缠绕的管是外径串联管)。2.主轴旋转,钢带在凸轮盘和铝梁推力器的作用下连续轴向传递。3.根据轴向设计位置并在程序计算控制器(PLC)和微型计算机(PLC)的控制下,沿“模具”排列连续纤维,短切纤维,石英砂,树脂和添加剂及其他材料。PC),精准的计量和切割。4.微电脑控制远红外加热和固化,并自动调节加热功率。5.根据设置的长度切割和修改管道端面。
1月30日,国内首条自主研发连续缠绕玻璃钢管道生产线在中复连众顺利投产,该生产线达到国际先进水平,标志着玻璃钢管道生产开启新的里程碑。缠绕玻璃钢管道生产工艺具有生产过程不间断、生产效率明显提高、原材料消耗少、生产环境环保、劳动强度低等特点,是现有定长缠绕玻璃钢管道生产工艺的升级换代工艺。连续缠绕将生产工艺和生产设备相结合,树脂、固化剂、短切玻璃纤维等主要原材料采用精准计量自动添加,将生产过程中人为因素的影响降到了很低,缠绕工艺参数严格按照工艺单实现,质量非常稳定,并且由于生产的特性,可以在生产过程中随时在线切割检测管道性能,质量控制环节优于定长缠绕工艺。
6.接头少、连接方式多样灵活:缠绕玻璃钢管道单管长度6~12m,甚至更长,在长距离管线安装时,所需接头少,既减少了施工费用,也降低了渗漏。另外,缠绕玻璃钢管道的接头方式有多种,施工中灵活选择接头方式,能提高工程的进度。7.电绝缘性能好:钢管、铸铁管均为电的良导体。玻璃钢管道却是绝缘体,绝缘性能好,可安全地应用于电信线路密集区和多雷区。
离心浇铸工艺▶离心浇铸工艺是将短切玻璃纤维、石英砂和树脂按比例喷到旋转的钢模中来加工管道的工艺,为间歇式生产,生产线是自动化生产设备,生产效率高,生产成本高,同时由于设备和工艺难于掌握,一直以来国际上基本就1家企业(HOBAS)在全世界授权生产。▶结构承力层为短切纤维,无连续纤维,层间强度较高,一体性强,可以承受较高外压,因无连续纤维,在非预期损伤时易于爆管,引发次生灾害。国际上主要应用于无压顶管领域。

整个缠绕过程由微机控制,具有线型美观、精准度高、操作方便等特点。
管道工作温度为-40℃-80℃,经特殊配比的管道可耐110℃高温,冰冻介质下管道不裂。如用于大、中流量的管道,大口径石英夹砂管道的工程造价比同直径的钢管低30%,与水泥管相当,且运输便利,施工费用低,无须维护。使用寿命长达50年以上。

(3)远红外深度固化:玻璃钢管道都必须进行远红外深度固化处理,,,其主要目的是:可以大大提高内衬层的固化度,改善管道的抗腐耐温性能;(4)过程质量检验:在缠绕前再次确认内衬无气泡、气孔,无杂质,表面平整,树脂含量合理,无白斑和局部固化不良等现象。必须认真检查内衬是不是合格,不合格的严禁上机缠绕。。。
玻璃钢管道工艺详细说明:(1)准备工序:a、设备调试。首先认真检查设备运转及工作部位是否正常,特别要细心检查树脂-固化剂双组分泵是否有堵塞现象,之间配比是否达到设计要求;要确保制衬、缠绕、修整、脱模等设备的运行稳定和工作精度;b、清理模具。要求模具表面无坑凹、粉尘、杂物及其他附着物,模具要作到表面平滑,有问题及时修理、维护;c、缠聚酯薄膜。为方便管道脱模,在模具表面应包覆1层聚酯薄膜,薄膜搭接宽度1~2㎝,厚度为40um之间。要求薄膜无破损,无皱折,两面光滑洁净。薄膜产品质量满足GB13950-1992的要求。
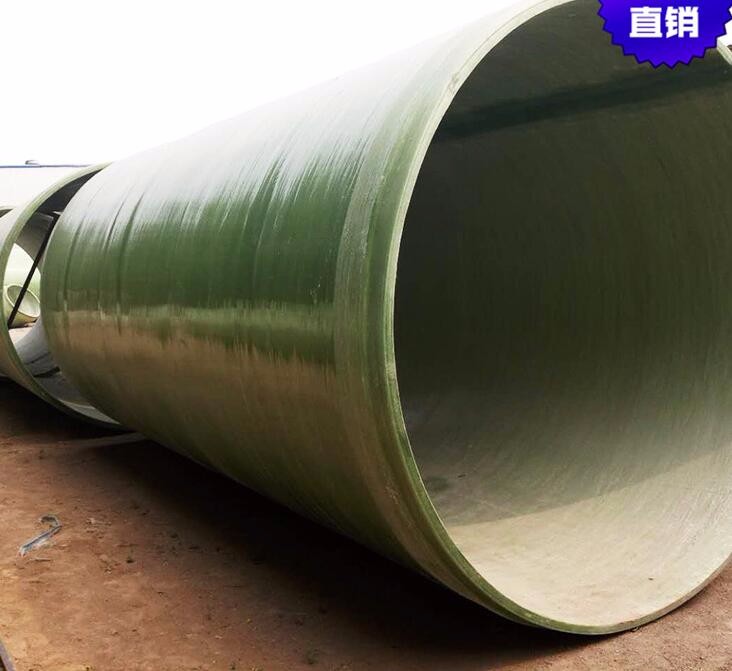
泰州玻璃钢缠绕管道厂家
保温功能优】因为玻璃钢缠绕管道的导热系数低,因此其保温功能特别好。【固化后防污抗性】在使用过程中不容易结垢、不生锈、不会被海洋或污水中的贝类,菌类等微生物玷污蛀附。【接口少,装置效率高】管道的长度一般为:6-12m/根(也能够依据客户的要求生产出特别长度的管道)。单根管道长,接口数量少,从而加快了装置速度,减少故障概率,提高整条管线的装置质量

