
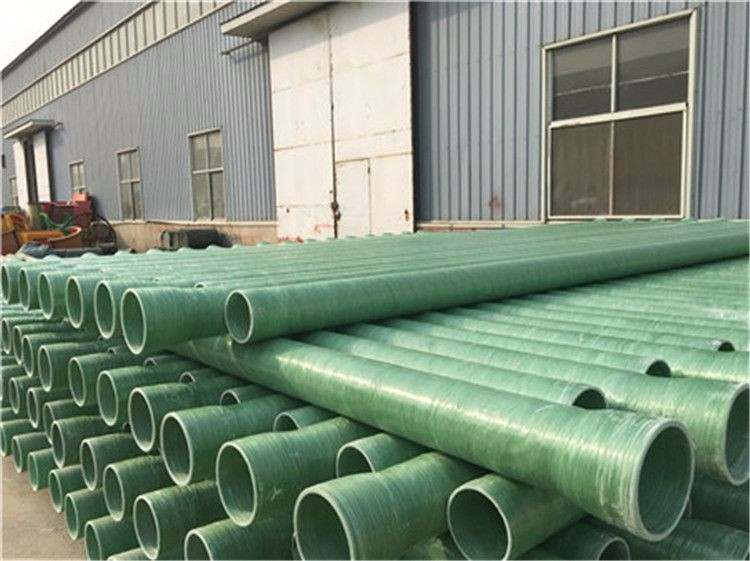
芜湖供应玻璃钢缠绕管道
种工艺玻璃钢管道的特点
定长:连续纤维 间歇法 多工位 低自动化
离心:短切纤维 间歇法 单工位 较高自动化
连续:连续纤维+短切纤维 连续法 高自动化信息化

芜湖供应玻璃钢缠绕管道
玻璃钢缠绕工艺管道:●耐腐蚀:在纵横交错、网罗棋布环境下,可根据截至的要求选择不同的耐腐蚀管道。●耐压:按工艺要求的压力,设计、制造管道和管件,以工艺要求的1.5倍数压力进行充压实验耐热;耐低温为负70℃,耐高温为250℃。●绝缘性能与阻燃性能好:绝缘性能优良,经过改良后可消除静电;不会自然,阻燃、拒燃性能好,可自熄。●颜色多样:透明性能好,改良后可呈多种颜色;●保温性能好:改良后可提高热传导能力。
玻璃钢缠绕管道行业发展迅速,应用领域不断延伸扩展,管道制造技术不断提升,已成为玻璃钢/复合材料行业的重要产业。相关统计资料表明,目前我国有800余条玻璃钢缠绕生产线,其产能居全球,已成为世界上玻璃钢缠绕管道产品的生产、应用以及出口量大的国,但伴随行业发展的同时,产品和工程质量事故也是屡见不鲜,严重影响了玻璃钢缠绕管道行业的良性健康发展。玻璃钢学会为此搭建分享发展成果,研讨未来发展之路的交流平台,共同促进玻璃钢缠绕管道行业发展。
1月30日,国内首条自主研发连续缠绕玻璃钢管道生产线在中复连众顺利投产,该生产线达到国际先进水平,标志着玻璃钢管道生产开启新的里程碑。缠绕玻璃钢管道生产工艺具有生产过程不间断、生产效率明显提高、原材料消耗少、生产环境环保、劳动强度低等特点,是现有定长缠绕玻璃钢管道生产工艺的升级换代工艺。连续缠绕将生产工艺和生产设备相结合,树脂、固化剂、短切玻璃纤维等主要原材料采用精准计量自动添加,将生产过程中人为因素的影响降到了很低,缠绕工艺参数严格按照工艺单实现,质量非常稳定,并且由于生产的特性,可以在生产过程中随时在线切割检测管道性能,质量控制环节优于定长缠绕工艺。
FRP管缠绕工艺的特点:定长缠绕FRP管成型工艺是连续生产的。该生产线是全自动生产设备,生产效率高,产品质量稳定。应用的承重材料是连续纤维和短切纤维,该连续纤维具有很高的拉伸强度,短切纤维连接在一起,管壁具有很强的集成性,并且管子具有承受内外压力的能力。1.设备复杂,价格高,要求高,灵活性差2.自动化程度高,对整个过程进行监控3.操作人员少,人为因素低4.行业门槛高,制造商数量相对较低,标准是5.生产效率高。良好的生产环境6.产品质量高,更加均匀,稳定,可靠7.检查和维护方便8。玻璃钢砂管套连接,液压性能好
标准立项的目的和意义:▶连续缠绕工艺是夹砂管道的一种非常重要工艺方法,技术发展非常迅速。随着国内连续缠绕工艺用原材料体系、生产设备、控制技术的发展和日渐完善,连续缠绕工艺已经具备高度自动化,产品性能稳定可靠,整个工艺技术已经形成了一套很完整的体系。连续缠绕工艺正在成为夹砂管道制造技术的重要发展方向。

整个缠绕过程由微机控制,具有线型美观、精准度高、操作方便等特点。
管道工作温度为-40℃-80℃,经特殊配比的管道可耐110℃高温,冰冻介质下管道不裂。如用于大、中流量的管道,大口径石英夹砂管道的工程造价比同直径的钢管低30%,与水泥管相当,且运输便利,施工费用低,无须维护。使用寿命长达50年以上。

玻璃钢夹砂管道的应用:1、饮用水输送干线管及配水管。2、污水管道、雨水管道。3、农业灌溉用管。玻璃钢缠绕管道的主要成型工艺:由计算机控制,在芯模上按规定的与纤维缠绕玻璃钢管相同的工艺制造内衬,凝胶后按设计好的线型和厚度缠绕结构层,并将石英砂与树脂混合的砂浆缠在结构层中,再缠绕外保护层。原、辅材料:树脂、短切纤维、连续玻璃纤维和石英砂。产品规格:压力等级:0.1MPa、0.6MPa、1.0MPa、1.6MPa、2.0MPa、2.5MPa。刚度等级:SN1250、SN2500、SN5000、SN10000。
概述:石英砂纤维缠绕玻璃纤维管是利用增强层将石英砂夹在纤维缠绕过程中,使其具有三明治结构,从而降低了玻璃纤维管的综合成本,提高了管道的整体刚度和强度。石英砂管的叠层结构由内衬层,过渡层,结构层和外表面层四部分组成。玻璃钢砂管可靠,安全,经济。它主要用于地下管道和长距离管道。具有重量轻,强度高,耐腐蚀,使用寿命长,运行维护成本低等特点,可为建设项目节省大量资金。
芜湖供应玻璃钢缠绕管道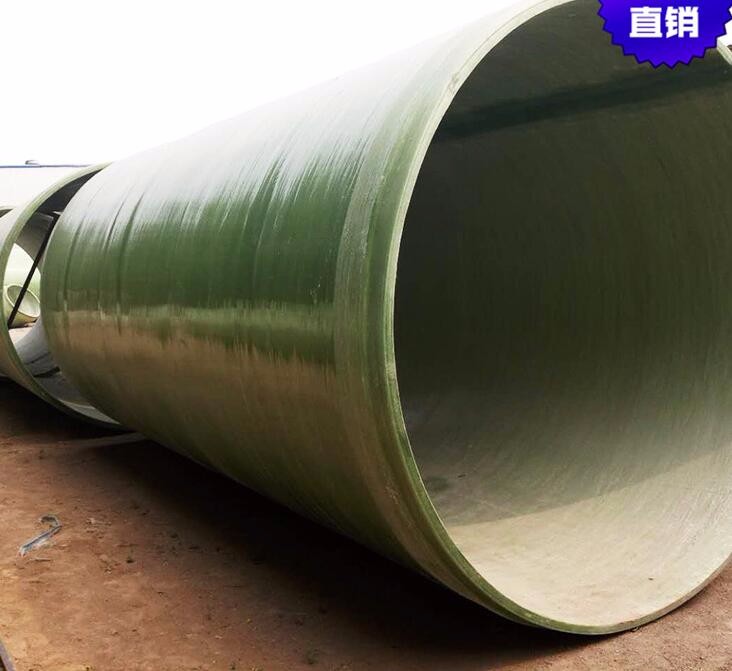
(5)缠绕工序:将设计好的参数输入微机,待内衬固化后,由微机控制用无碱无捻玻璃纤维进行往复式缠绕直至缠绕层厚度。按规定厚度外敷100%树脂含量的外保护层。缠绕层的树脂含量一般为35%左右,其厚度取决于管道设计的强度和刚度的综合。(6)红外线固化:管道进入固化养护阶段。在固化过程中应以适宜的转速保持模具滚动,使其均匀固化。固化过程中应注意监控管体温度,合理调整固化方案。

