
佛山玻璃钢梯子间制造
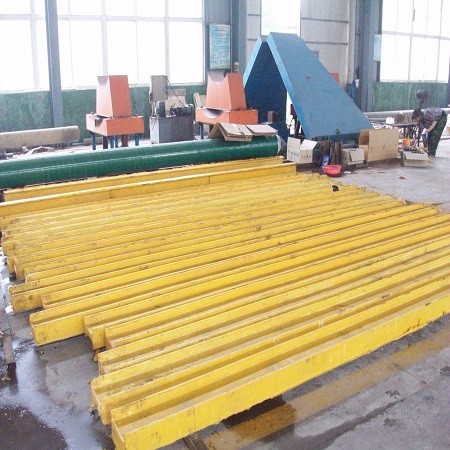
生产工艺:我公司生产的拉剂型玻璃钢梯子间,采用国内先进的8吨、15吨液压往复式拉挤机,使用乙烯基酯环氧树脂、无碱玻纤纱、多层无碱缝边毡为原料,经过拉剂模具三段式的中温固化,一次性拉剂成型。按图纸下料组接成图纸规定样式,使用环氧树脂粘结牢固及使用销钉固定,进行产品检验,合格后入库待发。。。。。。。。。
玻璃钢梯子间主要性能介绍:玻璃钢梯子间用钢和玻璃钢复合材料加工制作,玻璃钢外覆材料、钢材等按矿井使用设计要求制造而成的,安装于立井井筒内,供井筒检修或人员紧急上井所用的工程系列产品,具有阻燃、抗静电、耐腐蚀等特点,是现代化矿井使用产品。
拉挤玻璃钢梯子间中各拉挤玻璃钢型材是由玻璃纤维粗纱、玻璃纤维连续毡等在拉挤设备产生的牵引力下,浸胶后经模具系统定型加热成型,从而得到表面光洁、强度极高的玻璃钢型材。拉挤玻璃钢梯子间系列构件,改进了部分梯子间构件原来钢与玻璃钢复合手糊、模压的生产工艺,拉挤产品受到用户及设计、施工单位的青睐。拉挤玻璃钢型材具有良好的防腐性,所以在具有腐蚀性的环境的工程中是替代钢材的的产品,将越来越得到广泛的应用。

玻璃钢的特点有哪些
1、玻璃钢的重量很轻,相对密度在1.5-2.0之间,只有碳钢的1/4-1/5,但它的拉伸强度却与碳钢接近,甚至超过碳钢。
2、玻璃钢具有很轻的耐腐蚀性,对大气、水和一般浓度的酸、碱、盐以及多种油类和溶剂都有较好的抵抗能力。
3、玻璃钢还具有很好的绝缘性和可设计性等优良特性。

拉挤型玻璃钢梯子间产品特点:拉挤产品的物理机械性能,特别是纵向比强度和比刚度相当突出。拉挤工艺过程为自动控制,产品质量稳定。生产效率高。因工艺中使用8吨以上拉挤机,劣质原料无法使用,保证了产品的质量。可加工任何复杂截面的直线型横截面复合材料型材。产品尺度精度高,表面平掌滑。生产环境卫生环保,劳动强度低;在各种酸、碱性水中有良好的耐腐蚀性及抗老化性;另还有重量轻、分子聚合密度高、安装方便等特点,故而减轻施工强度,延长服务年限(40年以上),节约矿井建设投资,减少服务期间的维修费用。本产品适用于各种立井井筒不同井径、不同位置的布置和4m、5m、6m等多种(层间距)规格
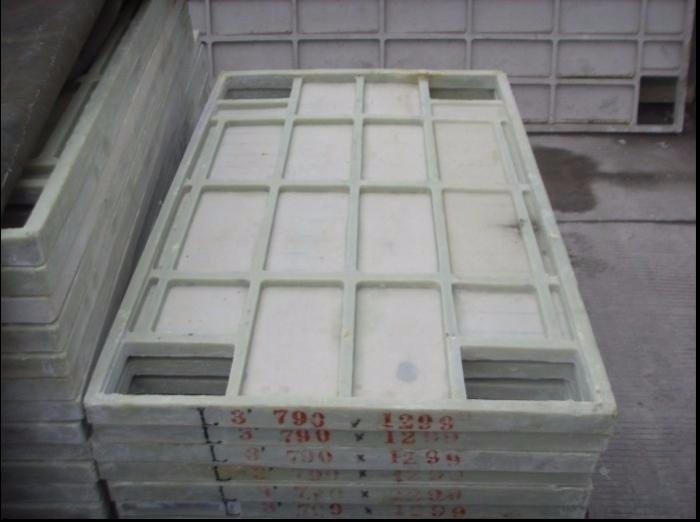
产品概述:梯子间玻璃钢复合材料,是采用钢芯加强的玻璃钢复合材料制品,它具有重量轻、耐老化、耐腐蚀、强度高、安装方便等优点,节约矿井建设投资,减少服务期间的维修费用。梯子间玻璃钢复合材料及封闭式梯子间玻璃钢复合材料,采用国内先进的玻璃钢复合材料工艺配方,用模压成型和拉挤成型,模具设计先进,产品技术于国内同类产品。
玻璃钢的特点有哪些方面?
轻质高强
相对密度在1.5~2.0之间,只有碳钢的1/4~1/5,可是拉伸强度却接近,甚至超过碳素钢,而比强度可以与合金钢相比。因此,在航空、火箭、宇宙飞行器、高压容器以及在其他需要减轻自重的制品应用中,都具有成效。某些环氧FRP的拉伸、弯曲和压缩强度均能达到400Mpa以上。
耐腐蚀
FRP是良好的耐腐材料,对大气、水和一般浓度的酸、碱、盐以及多种油类和溶剂都有较好的抵抗能力。已应用到化工防腐的各个方面,正在取代碳钢、不锈钢、木材、有色金属等。
JIAXU嘉旭企业有齐全的生产检测设备,强大的机械化生产阵容,同时企业始终贯彻以科学技术为先导,加强科技投入,长期与多所高等院校,科研单位合作,充分发挥广大科技人才的智慧,不断吸取,消化国外先进技术,优化产品结构。
佛山玻璃钢梯子间制造

主要原材料选择:为保证立井梯子间玻璃钢复合材料产品质量,在选择原材料时必须高标准要求。中碱玻璃纤维纱(布)我们选用的中碱玻璃纤维纱(布)是作为争强材料,其含碱量为2-6%,碱金属氯化物含量为1.2=0.5%。191-A不饱和和聚酯树脂。191-A不饱和聚酯树脂作为粘结材料,具有刚性好、强度高、耐化学性、耐气候性能好能特点。碳素型钢、为增强梯子间复合材料的刚性,提高弹性模数、增强抗剪切强度等技术性能,制作产品时预埋不同型号的型钢(钢板)作为骨架。阻燃剂和抗静电剂,为了解决易燃和静电的问题,我们在制作产品时加入30%的阻燃剂和5%抗静电剂,使之达到GB16413-1996标准的要求。
改善零件的机械性能:机械零件经喷砂后,能在零件表面产生均匀细微的凹凸面(基础图式),使润滑油得到存储,从而使润滑条件改善,并减少噪声提高机械使用寿命。光饰作用:⑴对各种工件表面抛光,使工件表面更美观。使工件达到光滑又不反光要求、即达到一定的表面粗糙度。对于某些特殊用途工件,喷砂可随意实现不同的反光或亚光。如不锈钢工件、木制家具表面亚光化,磨砂玻璃表面的花纹图案,以及布料表面的毛化加工等。
佛山玻璃钢梯子间制造

热镀锌:要控制好锌液温度、浸镀时间及工件从锌液中引出速度。引出速度一般为1.5米/min。温度过低,锌液流动性差,镀层厚且不均匀,易产生流挂,外观质量差;温度高,锌液流动性好,锌液易脱离工件,减少流挂及皱皮现象发生,附着力强,镀层薄,外观好,生产效率高;但温度过高,工件及锌锅铁损严重,产生大量锌渣,影响浸锌层质量并且容易造成色差使表面颜色难看,锌耗高。锌层厚度取决于锌液温度,浸锌时间,钢材材质和锌液成份。一般厂家为了防止工件高温变形及减少由于铁损造成锌渣,都采用450~470℃,0.5~1.5min。建议在锌液中添加有除铁功能和降低共晶温度的合金并且把镀锌温度降低至435-445℃。

