
销售玻璃钢梯子间
热浸锌层形成过程:热浸锌层形成过程铁基体与外面的纯锌层之间形成铁-锌合金过程,工件表面在热浸镀时形成铁-锌合金层,才使铁与纯锌层之间很好结合,其过程可叙述为:当铁工件浸入熔融的锌液时,首先在界面上形成锌与α铁(体心)固熔体。这是基体金属铁在固体状态下溶有锌原子所形成一种晶体,两种金属原子之间融合,原子之间引力比较小。当锌在固熔体中达到饱和后,锌铁两种元素原子相互扩散,扩散到(或叫渗入)铁基体中的锌原子在基体晶格中迁移,逐渐与铁形成合金,而扩散到熔融的锌液中铁就与锌形成金属间化合物FeZn13,沉入热镀锌锅底,为锌渣。当工件从浸锌液中移出表面形成纯锌层,为六方晶体。其含铁量不大于0.003%。
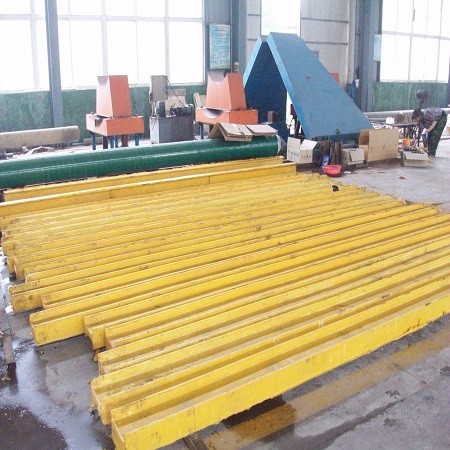
玻璃钢梯子间主要性能介绍:玻璃钢梯子间用钢和玻璃钢复合材料加工制作,玻璃钢外覆材料、钢材等按矿井使用设计要求制造而成的,安装于立井井筒内,供井筒检修或人员紧急上井所用的工程系列产品,具有阻燃、抗静电、耐腐蚀等特点,是现代化矿井使用产品。
技术性能(主要性能和参数)阻燃性能:酒精喷灯燃烧试验,6根试件的有焰继燃总时间≤30S。6根试件的有无焰续燃总时间≤120S。单位,有焰续燃≤15S。单位,无焰续燃≤60S。抗静电性能:上、下表面电阻平均值≤3×108Ω。耐冲击性能:锤重5kg,高2m自由落下,制品无破损。拉伸强度:≥200MPa。弯曲强度:≥70MPa。外型及安装尺寸、重量。煤矿梯子间用外覆材料属加工定做产品,其外形及加工尺寸根据立井井筒具体设计制做,安装根据设计图纸进行。

玻璃钢的特点有哪些
1、玻璃钢的重量很轻,相对密度在1.5-2.0之间,只有碳钢的1/4-1/5,但它的拉伸强度却与碳钢接近,甚至超过碳钢。
2、玻璃钢具有很轻的耐腐蚀性,对大气、水和一般浓度的酸、碱、盐以及多种油类和溶剂都有较好的抵抗能力。
3、玻璃钢还具有很好的绝缘性和可设计性等优良特性。

FBE涂层复合梯的特点●阻燃,抗静电:该产品采用环氧树脂矿粉涂料,其抗静电和阻燃成分均匀分布在涂料的表面和内层,适用于易燃地下,易爆场所。●牢固的附着力:在对产品的内表面和外表面进行涂层,粘合和固化后,涂层牢固地附着在管体表面,具有抗冲击性且不会脱落。●耐腐蚀,耐酸碱:具有良好的耐化学药品性和耐溶剂性,可以抵抗传输介质中的H2S,CO2,O2,酸,碱,盐,有机物等物质的化学腐蚀。长期接触腐蚀性物质,例如咸水,海水和土壤微生物产生的各种有机酸;
以剥壳、锈化为主的酸洗工艺--其工艺流程为。线材-→剥壳去锈-→酸洗-→水洗-→高压水冲洗-→锈化-→沾薄石灰水-→干燥。此种拉丝粉尘较少,是目前采用较多的一种。它适用于普碳钢丝、结构钢丝、制绳钢丝、钢芯铝绞线钢丝、一般弹簧钢丝等的毛坯和半成品的拉拔。有的单位还省去锈化工序,冲洗后直接沾灰。以剥壳、磷化为主的酸洗工艺.工艺流程。线材-→剥壳去锈-→酸洗-→水洗-→高压水冲洗-→磷化-→冲洗-→皂化-→干
玻璃钢的特点有哪些方面?
轻质高强
相对密度在1.5~2.0之间,只有碳钢的1/4~1/5,可是拉伸强度却接近,甚至超过碳素钢,而比强度可以与合金钢相比。因此,在航空、火箭、宇宙飞行器、高压容器以及在其他需要减轻自重的制品应用中,都具有成效。某些环氧FRP的拉伸、弯曲和压缩强度均能达到400Mpa以上。
耐腐蚀
FRP是良好的耐腐材料,对大气、水和一般浓度的酸、碱、盐以及多种油类和溶剂都有较好的抵抗能力。已应用到化工防腐的各个方面,正在取代碳钢、不锈钢、木材、有色金属等。
JIAXU嘉旭企业有齐全的生产检测设备,强大的机械化生产阵容,同时企业始终贯彻以科学技术为先导,加强科技投入,长期与多所高等院校,科研单位合作,充分发挥广大科技人才的智慧,不断吸取,消化国外先进技术,优化产品结构。
销售玻璃钢梯子间

喷砂工艺与其它清理工艺(如酸洗,工具清理)相比有以下特点:喷砂处理是通用、迅速、效率高的清理方法。喷砂处理可以在不同粗糙度之间任意选择,而其它工艺是没办法实现这一点的。手工打磨可以打出毛面但速度太慢,化学溶剂清理则清理表面过于光滑不利于涂层粘接。喷砂主要有以下应用:工件涂镀、工件粘接前处理。喷砂能把工件表面的锈皮等一切污物清除,并在工件表面建立起十分重要的基础图式(即通常所谓的毛面),而且可以通过调换不同粒度的磨料,达到不同程度的粗糙度,大大提高工件与涂料、镀料的结合力。或使粘接件粘接更牢固,质量更好。
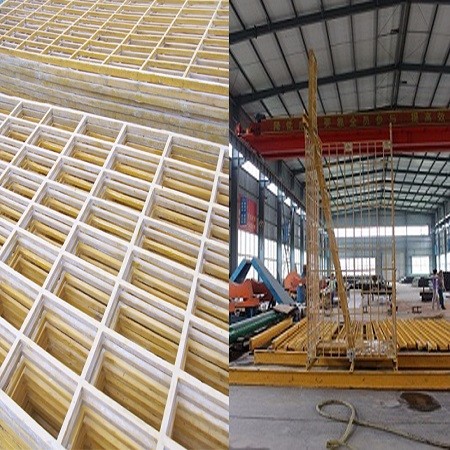
梯子间玻璃钢复合材料的生产工艺:加工制作由设计部门提供加工图纸,第二步根据图纸尺寸规格、数量要求加工钢骨件,第三步将钢件进行化学除锈处理,第四步树脂胶液按规定配比,然后将玻璃纤维纱(布)浸胶,一层层放入涂刷过脱模剂的模具内,当放到模具的1/2处时将经过除锈处理的钢件放入模具,再放玻璃纤维纱(布),然后进行加压处理,室温固化1-2h后减压脱模、边角修整,检验合格成合格品。
销售玻璃钢梯子间

热镀锌:要控制好锌液温度、浸镀时间及工件从锌液中引出速度。引出速度一般为1.5米/min。温度过低,锌液流动性差,镀层厚且不均匀,易产生流挂,外观质量差;温度高,锌液流动性好,锌液易脱离工件,减少流挂及皱皮现象发生,附着力强,镀层薄,外观好,生产效率高;但温度过高,工件及锌锅铁损严重,产生大量锌渣,影响浸锌层质量并且容易造成色差使表面颜色难看,锌耗高。锌层厚度取决于锌液温度,浸锌时间,钢材材质和锌液成份。一般厂家为了防止工件高温变形及减少由于铁损造成锌渣,都采用450~470℃,0.5~1.5min。建议在锌液中添加有除铁功能和降低共晶温度的合金并且把镀锌温度降低至435-445℃。

