
吉林玻璃钢梯子间供应商
玻璃钢梯子间经过强度、钢度、抗疲劳、耐腐、耐磨、耐冲击等各项机械性能和物理性能检测及现场测试,证明玻璃钢梯子间具有质量轻,耐腐蚀、耐磨损、强度高、使用寿命长年以上)、平直度好、阻燃、抗静电等系列优点。目前国内外新建矿井已全面推广使用,由于该产品的特点优越,并具有为矿井服务的超长使用年限,因此是现代矿井建设中使用的产品。
喷砂工艺与其它清理工艺(如酸洗,工具清理)相比有以下特点:喷砂处理是通用、迅速、效率高的清理方法。喷砂处理可以在不同粗糙度之间任意选择,而其它工艺是没办法实现这一点的。手工打磨可以打出毛面但速度太慢,化学溶剂清理则清理表面过于光滑不利于涂层粘接。喷砂主要有以下应用:工件涂镀、工件粘接前处理。喷砂能把工件表面的锈皮等一切污物清除,并在工件表面建立起十分重要的基础图式(即通常所谓的毛面),而且可以通过调换不同粒度的磨料,达到不同程度的粗糙度,大大提高工件与涂料、镀料的结合力。或使粘接件粘接更牢固,质量更好。

吉林玻璃钢梯子间供应商
玻璃钢的制作基本上分两大类,即湿法接触型和干法加压成型。如按工艺特点来分,有手糊成型、层压成型、RTM法、挤拉法、模压成型、缠绕成型等。手糊成型又包括手糊法、袋压法、喷射法、湿糊低压法和无模手糊法。
我国有90%以上的FRP产品是手糊法生产的,其他有模压法、缠绕法、层压法等。日本的手糊法仍占50%。从世界各国来看,手糊法仍占相当比重,说明它仍有生命力。手糊法的特点是用湿态树脂成型,设备简单,费用少,一次能糊10m以上的整体产品。
酸洗工艺规程:玻璃钢梯子间小件产品芯材需要酸洗除锈。酸洗工艺的酸洗液一般为多种酸的混合物,主要有硫酸、硝酸和氢氟酸等,这些混合酸的腐蚀性很强,同时具有很强的氧化性、较高的腐蚀介质的温度,这对防腐材料的耐蚀性能提出了很高的要求。不锈钢酸洗生产线工艺从生产到废水废气回收系统,各个环节都存在很强的腐蚀状态,因此防腐材料选择的好坏直接关系到设备、车间地坪、地沟、废水废气的环保回收系统等处的正常使用

吉林玻璃钢梯子间供应商
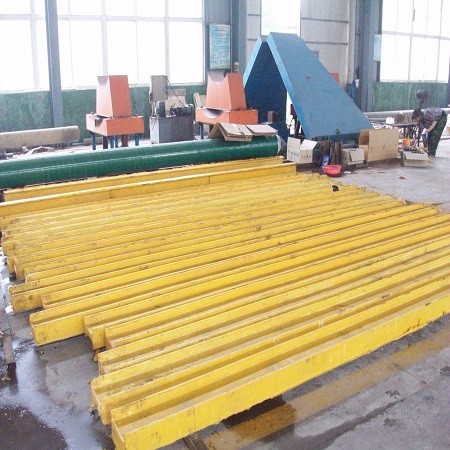
模压型玻璃钢复合梯子间
立井玻璃钢复合材料梯子间装备产品,是采用钢芯加强的玻璃钢复合材料制品,它具有重量轻、抗老化、耐腐蚀、强度高安装方便等特点。相对钢材焊接的同类产品,有超越其服务年限3∽4倍的优点。可直接减少矿井建设投资,减少服务期间的维修费用,具有非常明显的经济效益和社会效益。是目前我国矿井建设广泛推广应用的新型产品。
涂层硬度高,耐磨性好,使用寿命长:该涂层坚韧耐磨,具有优异的抗冲击性和抗弯曲性,并与钢管具有附着力,可以有效防止施工和有效使用期间的机械损伤寿命35〜40年。高压轴承:由于以钢管为基准,因此涂塑钢管的机械强度高,对冲击,弯曲等外部冲击具有很强的承载能力,性能优于塑料管。其承压性能也很强。温度范围广:该涂料具有较高的玻璃化转变温度,使用温度范围广,可以保持–30〜100℃之间的性能;方便可靠的连接:本产品完全克服了纯塑料矿井管的连接难题。缺点,法兰,快速接头等可根据需要与原有的地下管线连接,互换性强。施工方便:FBE涂层复合梯子易于施工,不需要底漆,固化迅速,可以流线型,并且具有很高的涂覆效率。

热浸锌的特点:整个钢材表面均受到保护,无论在凹陷处管件内部,或任何其它涂层很难进入的角落,溶化锌均很容易均匀的覆盖上。镀锌层的硬度值比钢材还大。上层的纯锌层(Etalayer)只有70DPN硬度,故易受碰撞而凹入,但下层锌钢合金层(Zetalayer)及亚铅层(deltalayer)分别有179及211DPN硬度值比钢材层(Basesteel)的159DPN硬度值还高,故其抗冲击及抗磨耗性均相当良好。3.在边角区,锌层往往比其它地方还厚,且有良好的韧性及抗磨耗性。而其它涂层在此边角处,往往薄不易施工,易受伤害处,故常须再维护。
梯子间使用安全注意事项:安装前首先依据图纸检查各构件是否符合设计要求。检查各构件有无破损现象,如发现破损影响安装使用,须解决问题后再安装。检查各构件的连接孔径,孔距是否符合设计要求。不得用锐器冲刺,划割各构件表面。吊装时使用软质吊装带,以防因吊装损坏各构件。用螺栓连接坚固时,螺孔部位应使用矩形或方形金属镀锌垫片,不得直接与玻璃钢接触。尽是避免抛掷,碰撞。使用过程中避免罐笼吊落重物,以防损坏产品。
吉林玻璃钢梯子间供应商
热浸锌工艺:玻璃钢梯子间金属连接件及锚杆需要热浸锌处理。热浸锌概述:热浸锌又叫热浸镀锌,是一种有效的金属防腐方式,被广泛用于各行业的金属结构设施上,近年来随高压输电、交通、通讯事业迅速发展,对钢铁件防护要求越来越高,热镀锌需求量也不断增加。热浸锌工艺流程:工件→脱脂→水洗→酸洗→水洗→浸助镀溶剂→烘干预热→热镀锌→整理→冷却→钝化→漂洗→干燥→检验

