
哈尔滨玻璃钢梯子间工厂

玻璃钢梯子间简介及技术性能接受概述
产品特点
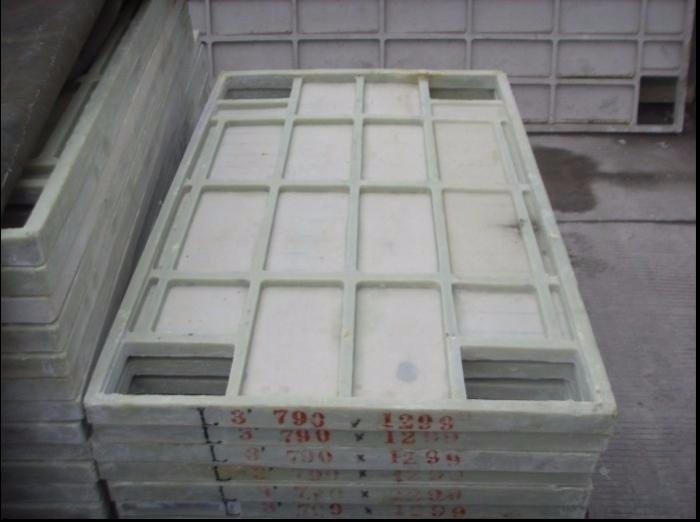
立井玻璃钢复合材料梯子间,是采用钢芯加强的玻璃钢复合材料制品,它具有重量轻、耐老化、耐腐蚀、强度高、安装方便等特点,故而能减轻施工强度,延长服务年限,节约矿进建设投资,减少服务期间的维修费用。本产品适用于各种立井井筒布置的不同大致可分为4m、5m、6m三种(层间距)规格。
我公司生产的梯子间玻璃钢复合材料产品及封闭式梯子间玻璃钢复合材料,采用国内先进的玻璃钢复合材料工艺配方,用整体钢模对压成型,模具设计先进,产品规格标准,分子聚合密度高,有可靠的质量保证。
有的单位将此种工艺用于一般弹簧钢丝的毛坯和半成的拉拔。但在热处理时,仅适用于电接触炉,而不适用于燃料热处理炉,因其会引起马弗砖炉孔的堵塞(电接触炉则无此缺陷)。此种工艺并不适用予毛坯的酸洗,对于粗规格的线材,由于拉拔后残留的磷化层较厚,还会引起挂铅,尤其不利于高度钢丝,并且成本较高。(4)以正火、锈化为主的酸洗工艺其工艺流程为:线材-→正火-→酸洗-→水洗-→高压水冲洗-→锈化-→沾薄石灰水-→干燥。这种工艺与上述不同,它不剥壳去锈而需经过正火,适用于较高强度弹簧钢丝的毛坯和其他钢丝半成品的拉拔。
哈尔滨玻璃钢梯子间工厂
立井梯子间玻璃钢复合材料是由大梁、小梁、平台、牛腿、正面栅栏、侧面栅栏、梯子、压钩、小梁、支座、紧固件等制品件组成,均有煤炭专业设计院设计,结构合理,综合密切,连接牢固,安全可靠,安装方便,同时具备阻燃、抗静电和表面耐磨等有点,是理想的立井安全设施。
质量保证:我公司建立了完善的质量保证体系,我们对产品做出以下郑重承诺:我们提供的所有产品均为全新未使用过的,出厂前经过严格的检验,保证达到或超过相应国标,所有设备技术先进成熟可靠。产品的原材料采用质量认证企业的产品,对没有认证的供方将严格执行企业的采购标准。企业产品在ISO9001国际质量体系严格控制下运行,制作过程严格依据国标,行标或企标制作。公司拥有自己的检测中心,超前的检测仪器及设备,专业质检人员把关,做到产品不合格,决不出厂。所有货物均为经过正确安装,合理操作的维护保养,在货物寿命期内运转良好,产品随进随地接受甲方及当地质检部门依据进行批检验,百分比抽样。
哈尔滨玻璃钢梯子间工厂
玻璃钢梯子间小件产品芯材需要酸洗除锈。酸洗工艺的酸洗液一般为多种酸的混合物,主要有硫酸、硝酸和氢氟酸等,这些混合酸的腐蚀性很强,同时具有很强的氧化性、较高的腐蚀介质的温度,这对防腐材料的耐蚀性能提出了很高的要求。不锈钢酸洗生产线工艺从生产到废水废气回收系统,各个环节都存在很强的腐蚀状态,因此防腐材料选择的好坏直接关系到设备、车间地坪、地沟、废水废气的环保回收系统等处的正常使用。
即使因受很大的机械伤害或其它原因。造成一小部份的锌层脱落,将铁基裸露,此时,周围锌层就会发挥牺牲阳极的功能,来保护此处钢铁,使其不受侵蚀。而其它涂层则刚好相反,锈会马上生成,且迅速漫延至涂层下面,引起涂层剥落。锌层在大气中的消耗是非常缓慢的,约为钢铁腐蚀速率的1/17至1/18,且是可预估的。其寿命远超过其它任何涂层。镀层寿命在某一特定的环境下,主要视镀层厚度而定。而镀层厚度又受钢铁厚度而决定,即越厚的钢铁易得较厚的镀层,故同一个钢构中厚的钢铁部位一定也得到较厚的镀层,以保证得到更长的寿命。
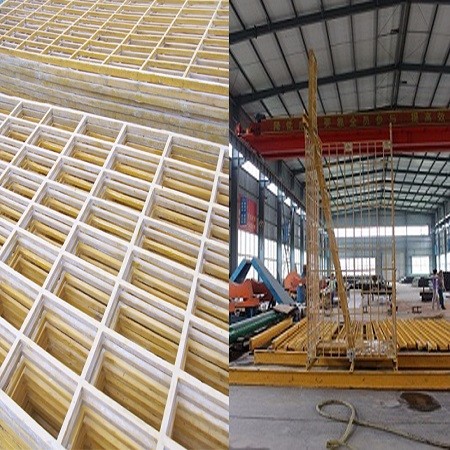
生产工艺:加工制作由设计部门提供加工图纸,第二步根据图纸尺寸规格、数量要求加工钢骨件,第三步将钢件进行化学除锈处理,第四步树脂胶液按规定配比,然后将玻璃纤维纱(布)浸胶,一层层放入涂刷过模剂的模具内,当放到模具的1/2处时将经过除锈处理是钢件放入模具,再放玻璃纤维纱(布),进行加压处理,室温固化1-2h后减压脱模、边角修整,检验合格成为产品。
主要原材料选择:为保证立井梯子间玻璃钢复合材料产品质量,在选择原材料时必须高标准要求。中碱玻璃纤维纱(布)我们选用的中碱玻璃纤维纱(布)是作为争强材料,其含碱量为2-6%,碱金属氯化物含量为1.2=0.5%。191-A不饱和和聚酯树脂。191-A不饱和聚酯树脂作为粘结材料,具有刚性好、强度高、耐化学性、耐气候性能好能特点。碳素型钢、为增强梯子间复合材料的刚性,提高弹性模数、增强抗剪切强度等技术性能,制作产品时预埋不同型号的型钢(钢板)作为骨架。阻燃剂和抗静电剂,为了解决易燃和静电的问题,我们在制作产品时加入30%的阻燃剂和5%抗静电剂,使之达到GB16413-1996标准的要求。
哈尔滨玻璃钢梯子间工厂
热浸锌层形成过程:热浸锌层形成过程铁基体与外面的纯锌层之间形成铁-锌合金过程,工件表面在热浸镀时形成铁-锌合金层,才使铁与纯锌层之间很好结合,其过程可叙述为:当铁工件浸入熔融的锌液时,首先在界面上形成锌与α铁(体心)固熔体。这是基体金属铁在固体状态下溶有锌原子所形成一种晶体,两种金属原子之间融合,原子之间引力比较小。当锌在固熔体中达到饱和后,锌铁两种元素原子相互扩散,扩散到(或叫渗入)铁基体中的锌原子在基体晶格中迁移,逐渐与铁形成合金,而扩散到熔融的锌液中铁就与锌形成金属间化合物FeZn13,沉入热镀锌锅底,为锌渣。当工件从浸锌液中移出表面形成纯锌层,为六方晶体。其含铁量不大于0.003%。

