
枣庄玻璃钢梯子间定做

玻璃钢梯子间经过强度、钢度、抗疲劳、耐腐、耐磨、耐冲击等各项机械性能和物理性能检测及现场测试,证明玻璃钢梯子间具有质量轻,耐腐蚀、耐磨损、强度高、使用寿命长年以上)、平直度好、阻燃、抗静电等系列优点。目前国内外新建矿井已全面推广使用,由于该产品的特点优越,并具有为矿井服务的超长使用年限,因此是现代矿井建设中使用的产品。
玻璃钢复合材料梯子间的基本原理及工艺:以前,矿井井筒梯子间均采用金属构件,由于矿井井筒中的淋水、潮湿及淋水中含有的酸碱成分严重腐蚀,金属梯子间一般使用7-8年(腐蚀严重只能使用2-3年),对矿井出口的安全性、可靠性威胁很大。而玻璃钢复合材料梯子间具有强度高、重量轻、耐腐蚀、阻燃、抗静电、是呀寿命长(根据美国W.Wengcnes概念,使用寿命可达40年)等优点,现已广泛应用于矿山井筒。

枣庄玻璃钢梯子间定做
玻璃钢的制作基本上分两大类,即湿法接触型和干法加压成型。如按工艺特点来分,有手糊成型、层压成型、RTM法、挤拉法、模压成型、缠绕成型等。手糊成型又包括手糊法、袋压法、喷射法、湿糊低压法和无模手糊法。
我国有90%以上的FRP产品是手糊法生产的,其他有模压法、缠绕法、层压法等。日本的手糊法仍占50%。从世界各国来看,手糊法仍占相当比重,说明它仍有生命力。手糊法的特点是用湿态树脂成型,设备简单,费用少,一次能糊10m以上的整体产品。
喷砂工艺与其它清理工艺(如酸洗,工具清理)相比有以下特点:喷砂处理是通用、迅速、效率高的清理方法。喷砂处理可以在不同粗糙度之间任意选择,而其它工艺是没办法实现这一点的。手工打磨可以打出毛面但速度太慢,化学溶剂清理则清理表面过于光滑不利于涂层粘接。喷砂主要有以下应用:工件涂镀、工件粘接前处理。喷砂能把工件表面的锈皮等一切污物清除,并在工件表面建立起十分重要的基础图式(即通常所谓的毛面),而且可以通过调换不同粒度的磨料,达到不同程度的粗糙度,大大提高工件与涂料、镀料的结合力。或使粘接件粘接更牢固,质量更好。

枣庄玻璃钢梯子间定做
模压型玻璃钢复合梯子间
立井玻璃钢复合材料梯子间装备产品,是采用钢芯加强的玻璃钢复合材料制品,它具有重量轻、抗老化、耐腐蚀、强度高安装方便等特点。相对钢材焊接的同类产品,有超越其服务年限3∽4倍的优点。可直接减少矿井建设投资,减少服务期间的维修费用,具有非常明显的经济效益和社会效益。是目前我国矿井建设广泛推广应用的新型产品。
因为美观、艺术,或在特定严重腐蚀环境使用时,镀锌层可以再施以上漆处理,只要漆的系统选用的正确、施工很容易,其防蚀效果比单独上漆及热浸锌寿命加起来还要好上1.5~2.5倍。用锌层来保护钢铁,除了热浸镀锌法以外,尚有其它数种方法,其优劣比较,使用广、防蚀效果好并且经济效益佳者,为热浸镀锌法。。。。。。。

热浸锌层形成过程:热浸锌层形成过程铁基体与外面的纯锌层之间形成铁-锌合金过程,工件表面在热浸镀时形成铁-锌合金层,才使铁与纯锌层之间很好结合,其过程可叙述为:当铁工件浸入熔融的锌液时,首先在界面上形成锌与α铁(体心)固熔体。这是基体金属铁在固体状态下溶有锌原子所形成一种晶体,两种金属原子之间融合,原子之间引力比较小。当锌在固熔体中达到饱和后,锌铁两种元素原子相互扩散,扩散到(或叫渗入)铁基体中的锌原子在基体晶格中迁移,逐渐与铁形成合金,而扩散到熔融的锌液中铁就与锌形成金属间化合物FeZn13,沉入热镀锌锅底,为锌渣。当工件从浸锌液中移出表面形成纯锌层,为六方晶体。其含铁量不大于0.003%。
质量保证:我公司建立了完善的质量保证体系,我们对产品做出以下郑重承诺:我们提供的所有产品均为全新未使用过的,出厂前经过严格的检验,保证达到或超过相应国标,所有设备技术先进成熟可靠。产品的原材料采用质量认证企业的产品,对没有认证的供方将严格执行企业的采购标准。企业产品在ISO9001国际质量体系严格控制下运行,制作过程严格依据国标,行标或企标制作。公司拥有自己的检测中心,超前的检测仪器及设备,专业质检人员把关,做到产品不合格,决不出厂。所有货物均为经过正确安装,合理操作的维护保养,在货物寿命期内运转良好,产品随进随地接受甲方及当地质检部门依据进行批检验,百分比抽样。
枣庄玻璃钢梯子间定做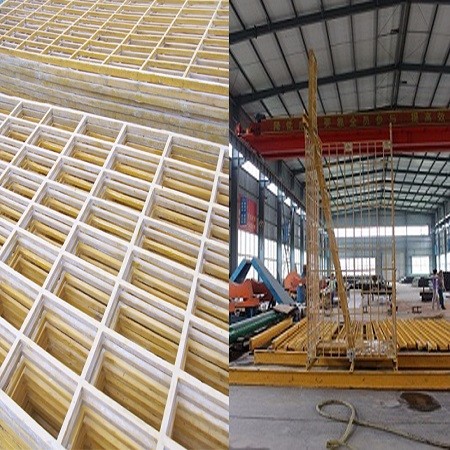
热镀锌:要控制好锌液温度、浸镀时间及工件从锌液中引出速度。引出速度一般为1.5米/min。温度过低,锌液流动性差,镀层厚且不均匀,易产生流挂,外观质量差;温度高,锌液流动性好,锌液易脱离工件,减少流挂及皱皮现象发生,附着力强,镀层薄,外观好,生产效率高;但温度过高,工件及锌锅铁损严重,产生大量锌渣,影响浸锌层质量并且容易造成色差使表面颜色难看,锌耗高。锌层厚度取决于锌液温度,浸锌时间,钢材材质和锌液成份。一般厂家为了防止工件高温变形及减少由于铁损造成锌渣,都采用450~470℃,0.5~1.5min。建议在锌液中添加有除铁功能和降低共晶温度的合金并且把镀锌温度降低至435-445℃。

