
包头玻璃钢缠绕管道制造
种工艺玻璃钢管道的特点
定长:连续纤维 间歇法 多工位 低自动化
离心:短切纤维 间歇法 单工位 较高自动化
连续:连续纤维+短切纤维 连续法 高自动化信息化
包头玻璃钢缠绕管道制造
行业标准的基本思想:▶目前,随着连续缠绕管道的发展和不断使用,连续缠绕砂管道的优异性能也被用户广泛认可和重视。在制定现行管道标准(GB/T21238-2007)时是考虑到国标的广泛性和适用性,但该标准主要侧重于定长缠绕管道的性能指标,未作特别的规定。用于连续缠绕的管道。根据规定,现行国标不适用于连续管道产品的监督和质量管理。因此,在现行国标的基础上,有必要制定出连续缠绕管的行业标准,并对连续缠绕管的一些特殊性能进行完善,补充和完善。
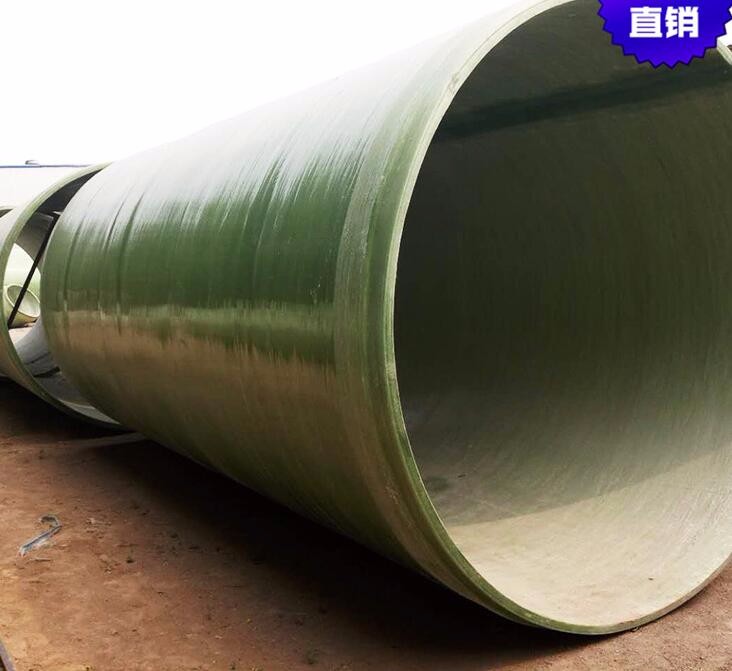
玻璃钢缠绕管道选用耐腐蚀的树脂,玻璃钢缠绕管道拥有的机械性质与加工特性,能承受大部分酸、碱、盐海水未处理的污水,腐蚀性土壤或地下水及很多化学物质的腐蚀。【耐热耐寒功能好】在-30℃状态下,玻璃钢缠绕管道仍具有良好的耐性和的强度,可在-50℃-80℃的范围内长期使用,选用特别配方的树脂时使用。【耐磨功能好】玻璃钢缠绕管道的耐磨功能是非常好的,实验证明:把含有很多泥浆、沙石的水,装入管子中进行旋转磨损影响对比实验。经次旋转后,检测管子内壁的磨损深度如下:用焦油和瓷油涂层的钢管为0.53mm;经外表硬化处理的钢管为0.48mm;玻璃钢管道为0.21mm,由此能够说明玻璃钢管的耐磨损功能十分强。
1月30日,国内首条自主研发连续缠绕玻璃钢管道生产线在中复连众顺利投产,该生产线达到国际先进水平,标志着玻璃钢管道生产开启新的里程碑。缠绕玻璃钢管道生产工艺具有生产过程不间断、生产效率明显提高、原材料消耗少、生产环境环保、劳动强度低等特点,是现有定长缠绕玻璃钢管道生产工艺的升级换代工艺。连续缠绕将生产工艺和生产设备相结合,树脂、固化剂、短切玻璃纤维等主要原材料采用精准计量自动添加,将生产过程中人为因素的影响降到了很低,缠绕工艺参数严格按照工艺单实现,质量非常稳定,并且由于生产的特性,可以在生产过程中随时在线切割检测管道性能,质量控制环节优于定长缠绕工艺。
三种工艺玻璃钢管道的特点:定长:连续纤维间歇法多工位低自动化,离心:短切纤维间歇法单工位较高自动化,连续:连续纤维+短切纤维连续法高自动化信息化。。定长缠绕工艺:▶是出现的玻璃钢管道成型工艺,为间歇式生产,其生产线属于半自动化生产设备,单根管道可以达到12m,产品质量的稳定性主要取决于操作工的熟练程度,而且生产效率低。结构承力层为连续纤维,无短切纤维,可以承受较高内压,层间强度低,外压易分层。
玻璃钢缠绕工艺管道:●耐腐蚀:在纵横交错、网罗棋布环境下,可根据截至的要求选择不同的耐腐蚀管道。●耐压:按工艺要求的压力,设计、制造管道和管件,以工艺要求的1.5倍数压力进行充压实验耐热;耐低温为负70℃,耐高温为250℃。●绝缘性能与阻燃性能好:绝缘性能优良,经过改良后可消除静电;不会自然,阻燃、拒燃性能好,可自熄。●颜色多样:透明性能好,改良后可呈多种颜色;●保温性能好:改良后可提高热传导能力。

整个缠绕过程由微机控制,具有线型美观、精准度高、操作方便等特点。
管道工作温度为-40℃-80℃,经特殊配比的管道可耐110℃高温,冰冻介质下管道不裂。如用于大、中流量的管道,大口径石英夹砂管道的工程造价比同直径的钢管低30%,与水泥管相当,且运输便利,施工费用低,无须维护。使用寿命长达50年以上。

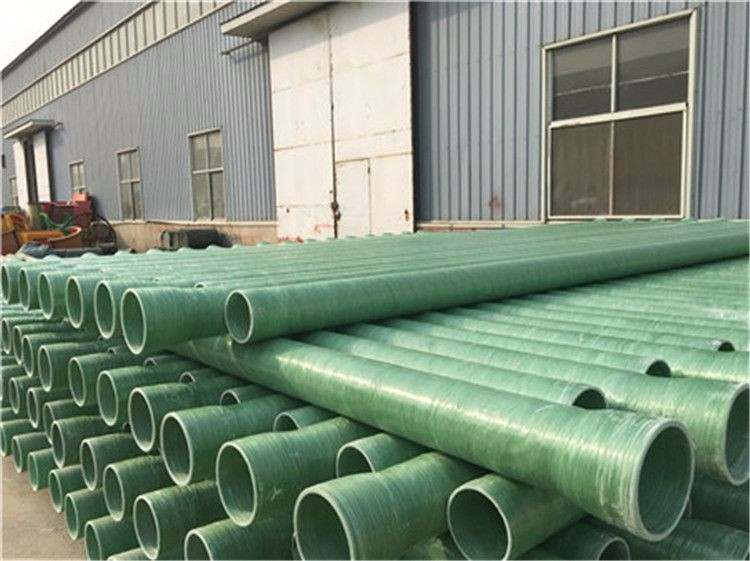
玻璃纤维缠绕砂管:●主要材料:树脂,表面毡,短切纤维,连续玻璃纤维,石英砂及其他辅助材料●可为用户提供:直径300毫米至4000毫米,长度它是装有沙子的管道的6米,10米和12米,并配有弯头,三通,法兰,Y型,T型接头和不同直径管道的管件。●其主要用途:地下管道,高架管道等。。。。。。。。。。。。。
插座键合:在插座的内表面和插座的外表面上涂胶。刺穿并粘贴后,添加几层玻璃布胶带以渗透粘合剂。自然干燥后。平口粘接:在玻璃钢缠绕管道的末端涂上胶水以粘在嘴上,然后在胶合缝上添加几层穿透胶水的玻璃布,以缠绕数层。自然干燥后。螺纹连接:直径为65mm或更小的GRP管也可以通过螺纹连接。连接时,在螺纹上涂胶并拧紧。
包头玻璃钢缠绕管道制造
2)制衬工序:a、内衬树脂配制。按质检部门根据当时的工作环境、温度条件作出的树脂配方体系进行内衬树脂配兑,配料量要根据制造进度合理掌握。当现场情况发生变化时,质检部门和制造部门应及时调整配方,并按新配方配制需用的树脂;b、增强材料准备。按设计要求将制作内衬需用的增强材料运送到指定位置,并对一些宽幅面的增强材料先裁切加工到设计宽度;

