
热门关键词:玻璃钢储罐,玻璃钢管道,冷却塔,风机,防火阀等

整理:镀后对工件整理主要是去除表面余锌及锌瘤,用采用热镀锌专用震动器来完成。钝化:目的是提高工件表面抗大气腐蚀性能,减少或延长白锈出现时间,保持镀层具有良好的外观。都用铬酸盐钝化,如Na2Cr2O780~100g/L,硫酸3~4ml/L,但这种钝化液严重影响环境,采用无铬钝化。冷却:一般用水冷,但温度不可过低也不可过高,不低于30℃不高于70℃,检验:镀层外观光亮细致无流挂皱皮现象。厚度检验可用涂层测厚仪,方法较简便。也可通过锌附着量进行换算得到镀层厚度。结合强度可采用弯曲压力机,将样件作90~180°弯
查看详情
节省钢材及维修费用:梯子间采用矿用玻璃钢专用拉挤型材组装而成,节省了大量钢材,因其耐腐蚀性能更加良好,不需维护、更换,节省了维修费用和因维修而停产所造成的损失,具有良好的社会和经济效益。可设计性好,易形成标准化:立井井筒直径小到3米,大到8米,梯子间层间距4-6米/层,我公司玻璃钢梯子间采用模压型玻璃钢或标准矿用玻璃钢拉挤型材,其中拉挤型玻璃钢可任意切割组装,能适宜于各类井筒。械化成型,生产效率高,产品质量稳定
查看详情
玻璃钢复合材料梯子间装备产品,采用国内的玻璃钢复合材料工艺配方。用整体钢模对压成型,模具设计,产品规格标准,分子聚合密度高,有可靠的质量保证。产品特点:耐腐蚀,耐水、耐酸碱,使用寿命长。立井井筒淋水较大且含有各种酸、碱成份,玻璃钢的耐腐蚀性能有口皆碑,其使用寿命可达30年以上。重量轻,强度高,易安装,节省投资。梯子间比重1.8-2.除主梁、托架、挂钩内衬“钢骨架”外,其余构件均采用矿用玻璃钢专用拉挤型材组装而成,所以重量较轻,从而减少了工程总投资和运输、吊装、安装费用。
查看详情
脱脂:可采用化学去油或水基金属脱脂清洗剂去油,达到工件完全被水浸润为止。酸洗:可用H2SO415%,硫脲0.1%,40~60℃或用HCl20%,乌洛托品3~5g/L,20~40℃进行酸洗。加入缓蚀剂可防止基体过腐蚀及减少铁基体吸氢量,同时加入抑雾剂抑制酸雾逸出。脱脂及酸洗处理不好都会造成镀层附着力不好,镀不上锌或锌层脱落。浸助镀剂:也称溶剂,可保持在浸镀前工件具有一定活性避免二次氧化,以增强镀层与基体结合,并加入一定量的防爆剂.烘干预热:为了防止工件在浸镀时由于温度急剧升高而变形,并除去残余水分,防止产生
查看详情
整理:镀后对工件整理主要是去除表面余锌及锌瘤,用采用热镀锌专用震动器来完成。钝化:目的是提高工件表面抗大气腐蚀性能,减少或延长白锈出现时间,保持镀层具有良好的外观。都用铬酸盐钝化,如Na2Cr2O780~100g/L,硫酸3~4ml/L,但这种钝化液严重影响环境,采用无铬钝化。冷却:一般用水冷,但温度不可过低也不可过高,不低于30℃不高于70℃,检验:镀层外观光亮细致无流挂皱皮现象。厚度检验可用涂层测厚仪,方法较简便。也可通过锌附着量进行换算得到镀层厚度。结合强度可采用弯曲压力机,将样件作90~180°弯
查看详情
拉挤专用树脂:乙烯基酯环氧阻燃树脂作为粘接材料,具有刚性好、强度高、耐化学性、耐气侯性好等特点。碳素型钢,为增强梯子间组件的钢性,提高弹性模数、增强抗剪切等技术性能,制作产品时预埋不同的型钢(钢板)作为骨架。阻燃剂和抗静电剂,为了解决易燃和静电的问题,制作时加入30%的阻燃剂和5%抗静电剂,使之达到GB16413-2009标准要求。
查看详情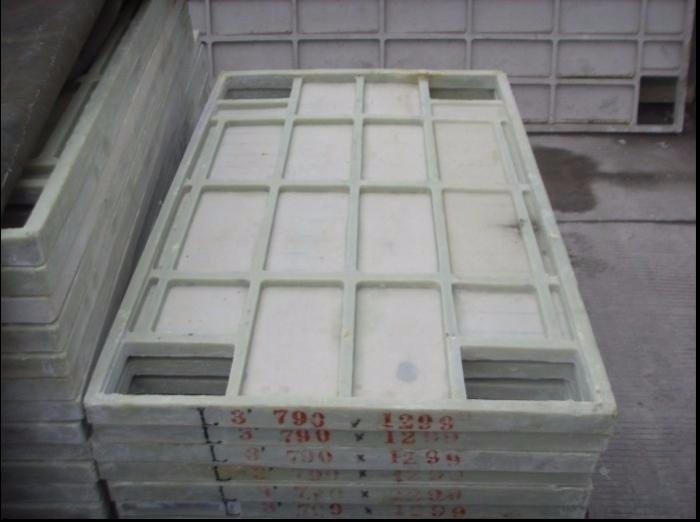
玻璃钢梯子间简介及技术性能接受概述:产品特点:立井玻璃钢复合材料梯子间,是采用钢芯加强的玻璃钢复合材料制品,它具有重量轻、耐老化、耐腐蚀、强度高、安装方便等特点,故而能减轻施工强度,延长服务年限,节约矿进建设投资,减少服务期间的维修费用。本产品适用于各种立井井筒布置的不同大致可分为4m、5m、6m三种(层间距)规格。我公司生产的梯子间玻璃钢复合材料产品及封闭式梯子间玻璃钢复合材料,采用国内的玻璃钢复合材料工艺配方,用整体钢模对压成型,模具设计,产品规格标准,分子聚合密度高,有可靠的质量保证。
查看详情
喷砂工艺简介:玻璃钢梯子间大件产品芯材需要喷砂除锈。喷砂是采用压缩空气为动力,以形成高速喷射束将喷料(铜矿砂、石英砂、金刚砂、砂、海砂)高速喷射到被需处理工件表面,使工件表面的外表面的外表或形状发生变化,由于磨料对工件表面的冲击和切削作用,使工件的表面获的一定的清洁度和不同的粗糙度,使工件表面的机械性能得到改善,因此提高了工件的抗疲劳性,增加了它和涂层之间的附着力,延长了涂膜的耐久性,也有利于涂料的流平和装饰。
查看详情
热镀锌:要控制好锌液温度、浸镀时间及工件从锌液中引出速度。引出速度一般为1.5米/min。温度过低,锌液流动性差,镀层厚且不均匀,易产生流挂,外观质量差;温度高,锌液流动性好,锌液易脱离工件,减少流挂及皱皮现象发生,附着力强,镀层薄,外观好,生产效率高;但温度过高,工件及锌锅铁损严重,产生大量锌渣,影响浸锌层质量并且容易造成色差使表面颜色难看,锌耗高。锌层厚度取决于锌液温度,浸锌时间,钢材材质和锌液成份。一般厂家为了防止工件高温变形及减少由于铁损造成锌渣,都采用450~470℃,0.5~1.5min。建议
查看详情即使因受很大的机械伤害或其它原因。造成一小部份的锌层脱落,将铁基裸露,此时,周围锌层就会发挥牺牲阳极的功能,来保护此处钢铁,使其不受侵蚀。而其它涂层则刚好相反,锈会马上生成,且迅速漫延至涂层下面,引起涂层剥落。锌层在大气中的消耗是非常缓慢的,约为钢铁腐蚀速率的1/17至1/18,且是可预估的。其寿命远超过其它任何涂层。镀层寿命在某一特定的环境下,主要视镀层厚度而定。而镀层厚度又受钢铁厚度而决定,即越厚的钢铁易得较厚的镀层,故同一个钢构中厚的钢铁部位一定也得到较厚的镀层,以保证得到更长的寿命。
查看详情
