
热门关键词:玻璃钢储罐,玻璃钢管道,冷却塔,风机,防火阀等

保温功能优】因为玻璃钢缠绕管道的导热系数低,因此其保温功能特别好。【固化后防污抗性】在使用过程中不容易结垢、不生锈、不会被海洋或污水中的贝类,菌类等微生物玷污蛀附。【接口少,装置效率高】管道的长度一般为:6-12m/根(也能够依据客户的要求生产出特别长度的管道)。单根管道长,接口数量少,从而加快了装置速度,减少故障概率,提高整条管线的装置质量
查看详情
▶生产过程环保性能好:作业环境好、排放少且可控。▶外径系列:由于连续缠绕管道采用外径系列标准而实现方式是采用钢带成型的轮毂内径模具,因此要求管道的壁厚需严格双向控制,壁厚既不能大也不能小,不似其他两种工艺的壁厚要求是单向控制,即壁厚不小于某值即可,这样的壁厚要求也必然对管道的材料投放提出了比其他两种工艺更严苛的要求
查看详情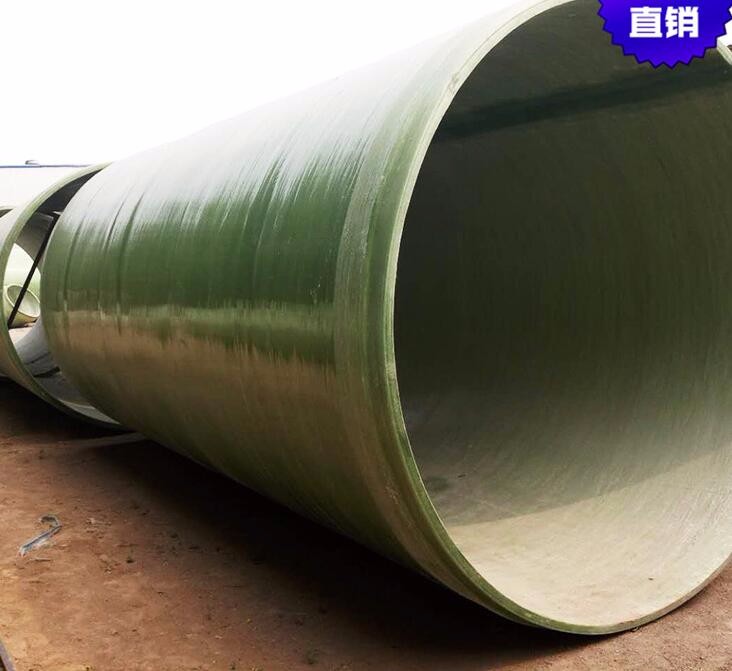
续缠绕玻璃钢夹砂管道定义及其核心技术特征:▶连续缠绕玻璃钢管道是指以玻璃纤维及其制品为增强材料,以不饱和聚酯树脂等为基体材料,以石英砂等无机非金属材料为填料,采用连续缠绕工艺方法制成,套筒式接头连接的管道。简称CWFP管。▶其核心是连续缠绕工艺和套筒式接头。▶连续缠绕工艺按照GB/T21238的定义:▶连续缠绕工艺是指在连续输出的模具上,把树脂、连续纤维、短切纤维和石英砂按一定要求采用环向缠绕方法连续铺层,并经固化后切割成一定长度管材的一种生产方法。▶核心要素是连续输出的模具、连续纤维、短切纤维和环向缠绕
查看详情
FRP管缠绕工艺的特点:定长缠绕FRP管成型工艺是连续生产的。该生产线是全自动生产设备,生产效率高,产品质量稳定。应用的承重材料是连续纤维和短切纤维,该连续纤维具有很高的拉伸强度,短切纤维连接在一起,管壁具有很强的集成性,并且管子具有承受内外压力的能力。1.设备复杂,价格高,要求高,灵活性差2.自动化程度高,对整个过程进行监控3.操作人员少,人为因素低4.行业门槛高,制造商数量相对较低,标准是5.生产效率高。良好的生产环境6.产品质量高,更加均匀,稳定,可靠7.检查和维护方便8。玻璃钢砂管套连接,液压性能
查看详情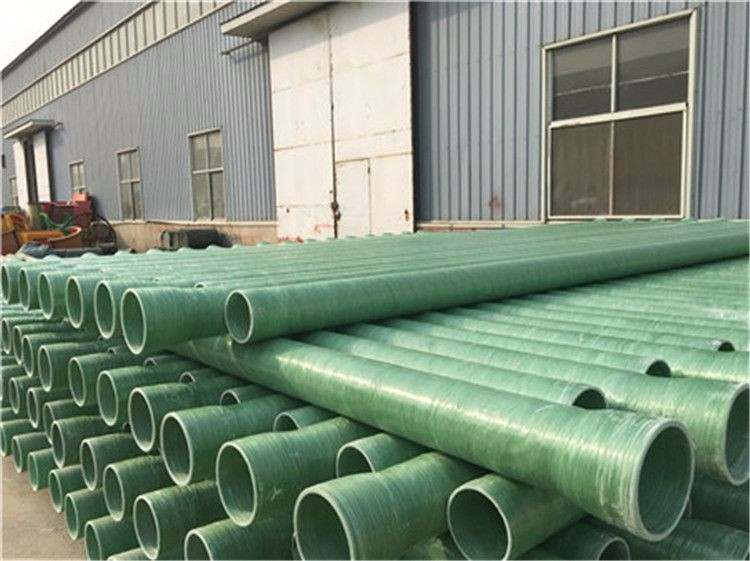
玻璃钢缠绕管道选用耐腐蚀的树脂,玻璃钢缠绕管道拥有的机械性质与加工特性,能承受大部分酸、碱、盐海水未处理的污水,腐蚀性土壤或地下水及很多化学物质的腐蚀。【耐热耐寒功能好】在-30℃状态下,玻璃钢缠绕管道仍具有良好的耐性和的强度,可在-50℃-80℃的范围内长期使用,选用特别配方的树脂时使用。【耐磨功能好】玻璃钢缠绕管道的耐磨功能是非常好的,实验证明:把含有很多泥浆、沙石的水,装入管子中进行旋转磨损影响对比实验。经次旋转后,检测管子内壁的磨损深度如下:用焦油和瓷油涂层的钢管为0.53mm;经外表硬化处理的钢
查看详情
连续缠绕管道行业标准的特点:体现连续缠绕管道的高性能,发挥标准的行业技术引领作用。▶确定连续缠绕工艺的定义和统一英文缩写简称CWFP管▶明确CWFP管的核心特征是管壁均匀分散的大量短切纤维(不低于管道质量的9%)▶轴向拉伸强度要求比国标大幅提高到50%▶环向弯曲挠曲水平B提高30%,并在产品标记中予以明确,指导用户检测,CWFP-1200-0.6-5000(26%)▶增加资料性附录:长期环向弯曲疲劳性能测试,鼓励进行相关测试,100万次重复加载,变形量为0-A水平的50%,例如SN5000Pa为6%变形量
查看详情
(5)缠绕工序:将设计好的参数输入微机,待内衬固化后,由微机控制用无碱无捻玻璃纤维进行往复式缠绕直至缠绕层厚度。按规定厚度外敷100%树脂含量的外保护层。缠绕层的树脂含量一般为35%左右,其厚度取决于管道设计的强度和刚度的综合。(6)红外线固化:管道进入固化养护阶段。在固化过程中应以适宜的转速保持模具滚动,使其均匀固化。固化过程中应注意监控管体温度,合理调整固化方案。
查看详情
全自动化的机械装置:从供料-缠绕-固化-切割-检测实现了真正意义上的自动化控制。整条生产线只需3-4人即可实施全程控制。管壁“3D打印”成型。----3D打印的本质:增量制造、逐层叠加。原材料在计算机控制下沿轴向布料,经过每圈钢带即成型一层,管壁经几十个薄层堆积而成。这与3D打印的原理一样,而且单个薄层的厚度越薄,其一体性越强,性能越优异。
查看详情
▶生产过程环保性能好:作业环境好、排放少且可控。▶外径系列:由于连续缠绕管道采用外径系列标准而实现方式是采用钢带成型的轮毂内径模具,因此要求管道的壁厚需严格双向控制,壁厚既不能大也不能小,不似其他两种工艺的壁厚要求是单向控制,即壁厚不小于某值即可,这样的壁厚要求也必然对管道的材料投放提出了比其他两种工艺更严苛的要求
查看详情续缠绕玻璃钢夹砂管道定义及其核心技术特征:▶连续缠绕玻璃钢管道是指以玻璃纤维及其制品为增强材料,以不饱和聚酯树脂等为基体材料,以石英砂等无机非金属材料为填料,采用连续缠绕工艺方法制成,套筒式接头连接的管道。简称CWFP管。▶其核心是连续缠绕工艺和套筒式接头。▶连续缠绕工艺按照GB/T21238的定义:▶连续缠绕工艺是指在连续输出的模具上,把树脂、连续纤维、短切纤维和石英砂按一定要求采用环向缠绕方法连续铺层,并经固化后切割成一定长度管材的一种生产方法。▶核心要素是连续输出的模具、连续纤维、短切纤维和环向缠绕
查看详情
